2022年6月 「加減弁(1)」
加減弁は、蒸気ドーム内部の加減弁本体と、外火室後板の操作レバーより構成される。今回はそのうち加減弁本体について報告する。加減弁はスライドバルブ方式を採用した。完成後に蒸気ドームだけ外して弁座を簡単に交換できる構造にして、ポートの形状を後から自由に最適化できるようにした。
弁座はドームブッシュに取り付けたフランジ上に取り付けられ、矩形の弁体がその上で動く。弁体は上からプランジャーで軽く押さえて弁座に密着させる。弁体は外火室後板のレバーからリーチロッドの前後動で操作される。リーチロッドはボイラー内部を貫通しており、逆転アームによりドーム内に動きが伝達される。

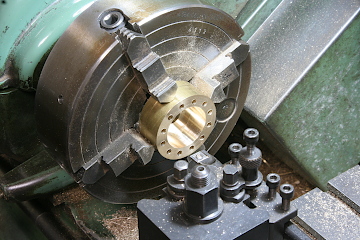
ドームに取り付ける真鍮製のフランジを作成する。旋盤で外形を加工して三爪チャックのままフライスステージに移し、いつものように座標管理で固定穴を開ける。この時、同時に左右のの貫通窓の下穴も抜いておく。

・フランジをロータリーテーブル上にセットし、D型の左右貫通窓をエンドミルで仕上げる。中央に残った部分が弁座を受ける。
真鍮ブロックから、蒸気通路を備えた弁の本体を作成し、フランジの下にビス止めし、銀ロウ付けする。その後にビス(真鍮製)の頭を削り取って平面を出す。


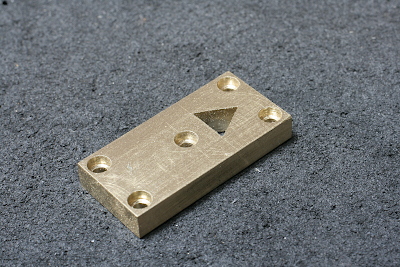
フランジ上には、砲金製の弁座が付く。単純な平板に開口穴を開けただけのもの。上下の面は定盤上で擦って正確な平面を出している。加減弁の開口断面積は、開き始めで急激に蒸気が出ないように、操作距離に対して指数関数的に増やすのが良いとされており、とりあえずポートを三角形とした。
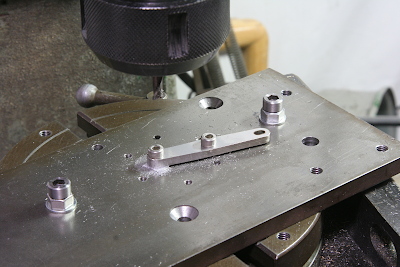
逆転アームはステンレス製で、ロータリーテーブルで外形加工して穴を開ける。左右2枚が必要。

弁体はリン青銅製とした。中央をステンレスの支持棒が貫通している。支持棒はセットビスで弁体に固定される。支持棒中央に、ビス先端を受ける溝を入れている。

リーチロッドはステンレス製だが、全長が80センチにもなるので、軽量化のため丸棒ではなくパイプを用いた。先端に真鍮製の軸受けが銀ロウ付けされている。パイプには一定距離ごとに水抜きの穴を開けている。穴は上下貫通。
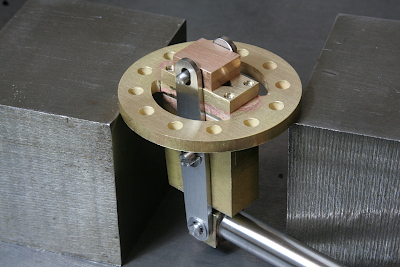
弁装置を外で仮組みするとこのようになる。左右の逆転アームはシンクロして動き、リーチロッドの前後動を確実に弁体に伝えるようになっている。アームの上の穴は上下に長い長穴で、弁体は弁座に密着したまま前後に動く。

組み立ての際は、リーチロッドに逆転アームまで取り付けたものを外火室後板から入れ、ドームブッシュから取り出して弁本体に取り付ける。外火室後板からドームブッシュまで最初にタコ糸を通し、タコ糸を使ってアーム先端をボイラー内から引き出す。
ドームブッシュにフランジを仮組みした状態。全閉と全開の状態を示す。


蒸気ドーム本体も、フランジと同様に真鍮丸棒から作る。同様の手順で取付穴を開け、旋盤に戻して内部の座繰り加工をする。

完成した蒸気ドーム。よくあるシルクハット型ではなく円柱型にしたのは、この方がドーム内径を稼げるからである。ボイラー製作を少しでも楽にするため、ドームフランジの大きさを必要最低限にしたので、ここにしわ寄せが来た。



弁体を上から押すプランジャーは、ステンレス製で、スプリングが内蔵されており、真鍮製のシリンダーで保持される。スプリングの力は、弁体の動きを阻害しないように弱くしている。シリンダーはドームカバーの上部にねじ込まれる。
弁本体から煙室までの配管として、煙室側から銅管を差し込んで弁本体にねじ込む。銅管の先端にはネジが切られており、シール剤を塗ってねじ込む。ボイラーの変形により蒸気管ブッシュが傾いているので、それに応じて銅管も傾けて弁体にねじ込むように設計した。煙室側は、蒸気ブッシュとOリングでシールされる。


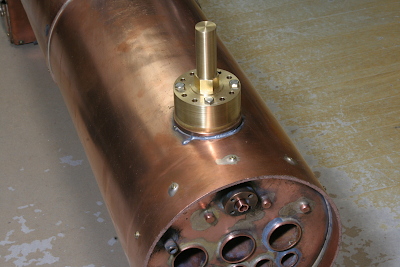
すべてを組み上げた状態。機関車の外観となるドームカバーは、頂部のネジ1本でシリンダー先端に固定される。その部分の加工は、ドームカバーができてから現物合わせで実施する予定である。