2008年7月 「動輪組立(1)」
実物の動輪は、キーによって車軸に位置決めされている。模型でもこれを再現したいが、問題は位相合わせである。実機はどうやっているかというと、クォータリングマシンというのを使っている。先に動輪を車軸に組み込んでしまい、軸を基準にして、所定の角度、半径でクランクピン穴を開ける、あるいはクランクピンの外周を旋削するという機械である。つまりキーは単なる回り止めであり、キー溝の加工精度で位相を合わせているわけではない。キー溝の位置で誤差が発生すると、クランクピンの位置ではそれが拡大されてしまうからである。「crank
pin quartering machine」で検索すると、この機械の画像を多数見つけることができる。
ということで、自分もこの方法を真似ることにした。しかし動輪を組んでから位相の合ったクランクピン穴を開けるのは大変そうなので、先にピン穴を開けておき、動輪を組んで位相のずれを測定し、その分だけ偏心させたクランクピンを作る。結果としては、クランクピン固定後にピンの外周を切削して位相を合わせるのと同じことである。ただしキー溝を加工する段階で、極力精度を出し、クランクピンの偏心量は最小限にする。

車輪にキー溝を切るには、スロッターという機械が使われる。刃先を車軸と平行に前後に動かしながら溝を掘っていく機械である。使用する刃物はスロッターバイトと呼ばれる。突っ切りバイトに似ているが、上面で切るのではなく正面で切るという違いがある。手動スロッターすなわちキー溝アタッチメントはすでに製作済みなので(2007年2月)、これに取り付けるスロッターバイトを作製した。

刃には5mm角のハイス完成バイトを利用した。まず必要サイズを折り取らなければならない。大型の万力で、折り取り長さを突き出してチャックし、突出部を大型のモンキーでピッタリと挟み、勢いをつけてモンキーを倒して折り取った。これを、丸棒に溝を入れたシャンクにロウ付けする。フラックスを塗ってバイトを溝に入れ、溝の中に短く切った銀ろうを入れ、上から硬質ステンレスワイヤーで押さえた状態で、バーナーで加熱して銀ろうを溶かした。

グラインダーとオイルストーンで仕上げた。すくい角と逃げ角は3~5度にした。幅方向には逃げ角を取っていない。研ぎ直しても刃幅が変化しないようにするためである。完成バイトの幅は、正確には5.03~5.04mmで、これをそのまま刃幅とした。上面両側の辺には0.2mmほどのアールを入れた。
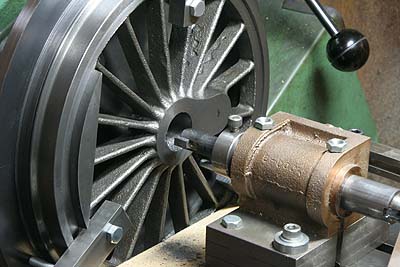
動輪加工治具に動輪を取り付けてから中央のヤトイを抜き、動輪の角度を合わせ、動輪と往復台の間に木片を挟んで押し付け、動輪がまわらないようにする。キー溝アタッチメントにスロッターバイトを取り付け、レバーを動かして刃先を往復させ、キー溝を切っていく。必要な溝深さは1.5mmである。0.05mm単位で刃先を手前にずらしながら切っていった。1枚切るごとに、刃先をオイルストーンで再研磨した(バイトは工具に取り付けたままで)。

動輪のクランクピン穴は、キー溝を基準にして開ける。これはそのための治具である。第二動輪とその他で軸穴径が異なるので、真鍮のリングで径を調整できるようにしている。このリングは、キー溝切りのときにヤトイの直径を調整するのにも使った。治具のクランクピン穴の直径は12.9mm。

フライス盤のステージに動輪を固定し、この治具を入れて固定するが、動輪によって微妙にガタが出るものがあった。その場合は、ダイヤルゲージでガタを測定し、ガタの中点位置で治具を固定した。そのままダイヤルゲージで主軸の芯を治具の穴に合わせ、12.9mmのドリルを貫通させて治具だけを取り、13mmのリーマに持ち替えて、手回しで穴を13mmに拡大した。
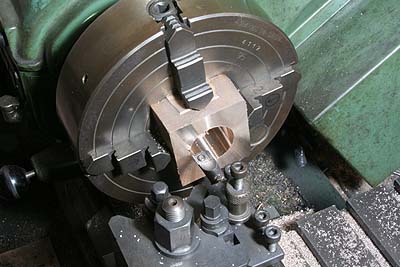
ここで軸箱を作っておく。砲金の鋳物からの加工である。まず四爪チャックで裏面を仕上げ、反転して表面と軸穴とを仕上げる。なお、車軸がスケールサイズより大きい30mmなので、軸箱もスケールより大きくしている。

穴を基準にしてまず上面を仕上げる。バイスのジョーの上に丸棒を載せ、これを穴に通して穴の頂上に押し当てることで高さを出した。上面を仕上げたらそのまま反転し、底面を削って全高を出す。

穴を基準にして側面をフランジ加工するが、左右は正確に対称でなければならない。軸箱の穴に30mmの丸棒を通してその両端の高さを決めることで、加工深さが一定になるようにした。0.1mm直前まで荒削りし、最後はエンドミルの高さ一定のままで、6個12面の溝底を一気に仕上げた。バイスの固定ジョーの右端に取り付けられた円盤に注意。加工物をバイスの右側面とツライチに位置決めするためのものである。

バイスをステージに対して±3度傾けてセットし、溝を「つづみ型」に拡げた。軸箱の左右の傾きしろを確保するためである。以上の工程は、先台車の軸箱とほぼ同じ。ちなみに実物では、軸箱は傾かず、軸箱内部で車軸が傾くようになっている。

軸箱の上面に、注油のための穴と溝を加工する。中央の穴は軸穴まで貫通させ、入口を皿モミした。左右に伸びる溝は、軸箱左右の溝に達している。機関車を運転する前に、動輪のスポークの間から軸箱上部に注油すると、車軸と軸箱左右に同時給油されるという仕組みである。

メンテナンス性を考えて上下分割とする。中央を横に切るのではなく、実物と同様、下からコの字に切り取る。まず軸穴の下に、左右を貫通するピン穴を開けておく。3.9mmのドリルを貫通させ、4mmのリーマで仕上げた。続いて、0.5mmのメタルソーで底から2か所、車軸中心の真横まで切り込みを入れた。

軸穴に糸ノコの刃を通し、中央を外に向かって、メタルソーの切れ目に達するまで切り、下半分を分離する。切断後、断面のバリをヤスリで除去した。

上下の軸箱を貫通するピンは、完全にフリーだが、軸箱を主台枠に収めると、抜けることはない。上下の軸箱には、切りしろの分だけ隙間が空くことになるが、ピンを通すと、車軸穴が車軸と完全に密着するので、ここで位置決めされる。力が掛かるのは軸箱の上半円だけであり(前後の駆動力と軸重の合成ベクトル)、この構造でも問題はないだろう。