2012年1月 「煙室(2)」

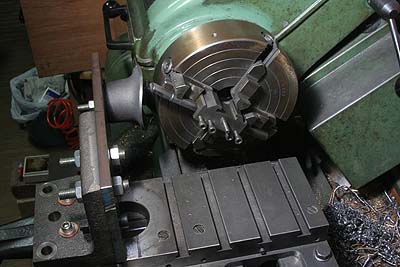
煙突の台座は鋳鉄で準備した。穴は開いておらず、加工で開ける。上下のおおよそのセンターを出して四爪チャックし、まず基準となる貫通穴(16mm)を開けた。以後はここに丸棒を通し、両センター保持して心を出した状態で四爪チャックする。これで頂部と裾の外周を仕上げた。さらに次の工程で材料を固定するため、裾の入口を20mmまで段差加工した。
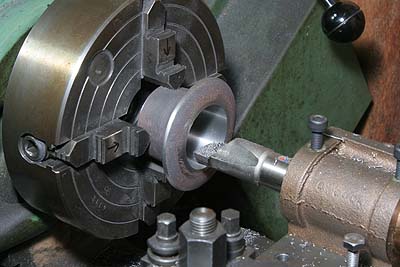
フライカットで裾の曲面を仕上げる。加工半径が旋盤ベッド上の振りを超えており、主軸直下のギャップ範囲でカッターを振り回さなければならない。旋盤の往復台も、カッター加工円内に進入できない。鋳物は、往復台の前方に大きくオーバーハングさせた状態で固定した。写真では見えないが、さきほどの段差加工部分に円盤を入れ、ボルトで固定している。カッターは、ボーリングバーをツールポストごと四爪チャックしたもの。固定の剛性が低いので低速で加工した。

最後に再び心を出して四爪チャックし、穴を仕上げる。穴は39mmでシリンダーのボアほどもある。外周は、鋳肌が綺麗なので、このまま使用する。
煙突頂部には、整流のための冠が付く。これも鋳鉄で準備した。こちらは中央の穴を中繰りで仕上げるだけ。穴サイズは台座と同じ39mmである。

煙室への台座の固定は、妻板の取り付けと同じセットアップで行った。位置を決めてクランプし、台座と煙室にドリルで穴を貫通させる。M2.6のナベネジ&ナット4本で固定する。

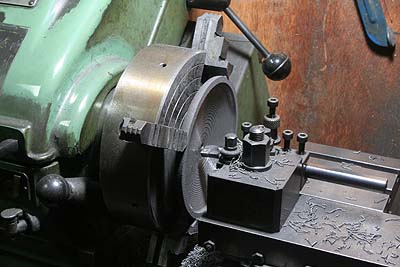
煙室前部に入れる鋳鉄のリングを旋削する。すべての面を旋削で仕上げた。外の段差は、写真のように内周からチャックして仕上げた。

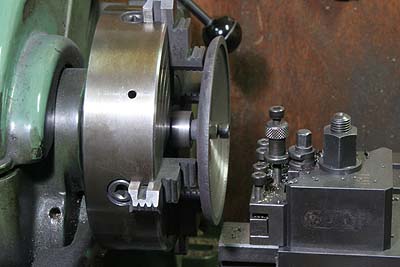
こちらは後部のボイラーとの間に入れるリングで、砲金鋳物製である。前部リングと同様に旋削する。直径が大きく、四爪チャックでぎりぎり保持できた。

前後妻板の中央の穴を糸ノコで切り取り、そこに前後のリングを取り付ける。後部妻板は、切り抜く穴の面積の方が大きいことがわかる。前部リングは、内側からネジ止めしてネジ先端がリングより外に出ないようにした。後部リングは組み立ての都合により、銅へタップを立てて外からのネジ止めとした。いずれもM3ネジを使用。
ここで煙室扉の加工に移る。これも鋳鉄製で、表面は鋳肌のまま使用する。内部の空間は鋳込まなかったので、削り取らなければならない。全体の肉厚が5mmになるようにCADで切削半径と深さを求め、深さ0.25mm単位の段差加工で仕上げた。ここで中央の穴も開ける。
中央の穴を利用して写真のようにチャックし、煙室との接触面を仕上げる。チャックが弱いので低速で慎重に削った。
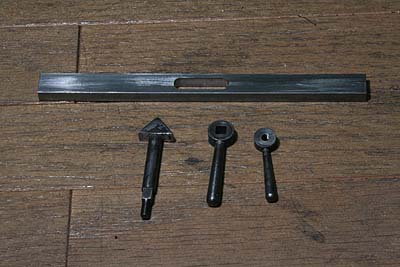
ここで、煙室扉を締め付けるためのクロスバー、矢尻、ハンドル2種を作った。作り方を以下に示す。

矢尻は先端の矢の部分を平鋼で、軸部分は丸棒で作って銀ロウ付けした。軸の末端にはネジを切りそのすぐ内側を四角に整形する。エンドミルのインデックス加工で仕上げた。

ハンドルのブッシュは、外ハンドルがネジ穴で、内ハンドルが角穴となる。角穴は、丸穴から角ヤスリで整形して仕上げた。4辺それぞれについて仕上げ線をけがき、そこを万力のジョーに合わせてツライチまで削る。矢尻がガタなくスムーズに通るように仕上げる。

ハンドルの取っ手部分はテーパー加工が必要である。丸棒を心押ししてテーパーに削り、必要長さに切り取って、先端を丸く仕上げた。ブッシュ側面に穴を開けて差し込みロウ付けする。差し込む部分はストレートでなければならない。
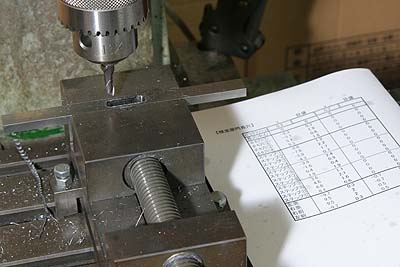
クロスバーは平鋼の中央に長穴を開けたもの。長穴はドリルで下穴を開けてエンドミルで仕上げた。横に置いてある紙は、テーブルの座標を計算した表である。
できあがった部品で煙室扉を締め付けた状態。内ハンドルで矢尻の先端を90度回してクロスバーの長穴に引っ掛け、外ハンドルで矢尻を締め上げて扉を密着させる。内ハンドルは矢尻の軸方向に自由に移動できるようになっている。実物の煙室扉と同じ構造である。


煙室の工作は予想以上に手間が掛かる。2ヶ月が経過してまだ終わらない。