2022年8月 「ボイラー仮搭載」
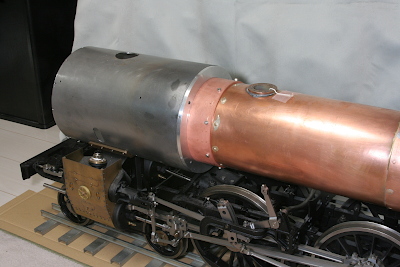
完成したボイラーは実機より細くて短く、そのままでは煙室に接続することができない。ボイラー先端に銅の筒を取り付けて前に延長し、さらに筒の先端にアルミのリングを取り付けて先端の直径を拡大する。実機では、煙室とボイラー覆いはツライチ(同じ直径)で、固定リベットなどは一切表面に出ていないので、これを再現するため、リングに段差加工をして、前半分は煙室にはめ込み、後半分はボイラー覆いを巻いた状態でツライチにする。そしてボイラーの固定は、煙室内部に取り付けたアングルからボルト止めとして、固定ボルトを外に露出させないようにする。ボイラーには適当な間隔でアルミのリングを取り付け、ボイラー覆いはそのリングの上に巻く。今回はとりえあえず延長筒と前端のアルミリングのみ用意して、ボイラーを仮搭載するところまで実施した。

延長筒には、3mmの銅板を用いた。ボイラー作成時と同じように、焼鈍して曲げロールで丸める。

外側下部に帯板を銅リベット固定して銀ロウ付けをする。これにハードメイプルの円盤(廃材から貼り合わせて準備)を通して真円化する。この工程もボイラーと同じである。

延長筒をボイラー先端に差し込み、周囲から4mmの穴を貫通して、キャップボルトとナットで固定する。ここは電動ドリルで加工した。これでボイラー前端が、煙室まで延長された。

アルミリングはアルミの円盤から作る。材質はA2017で、ジュラルミンと呼ばれる強度の高いアルミ合金である。大径丸棒を輪切りにしたものを手配した。高温の煙室にアルミ材を使うことに不安はあるが、報告では煙室内温度は300度以下であり、ジュラルミンの融点が550度以上なので、損傷することはないと判断した。

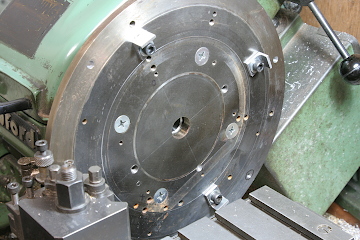
アルミリングは巨大なので外周を四爪チャックできず、中央部を面板にネジ止めして加工となる。まず外周の一部を加工して煙室胴に入るサイズにする。写真は、加工後のアルミ円盤を面板ごと外して、はめ合い確認をしているところである。

中央部分をくり抜くのに、バンドソーの刃は通せないので、ドリルで連続穴を開けて切り離した。ロータリーテーブルを用いて穴位置を制御し、センタードリルからスタートして、6mmのドリルを貫通させた。ところが、中央部分をくり抜くと、残留応力が開放されて、外径が0.3mmも大きくなってしまった。当然、煙室には入らなくなり、外径は仕上げ直しとなる。アルミの残留応力は予想以上に大きいようである。
外径、内径を加工するため、動輪加工用の円盤を面板に取り付けて再利用した。固定用のクランプを用意し、芯出しして固定し、加工するが、クランプは、内周からと外周からとで使い分けることができる。まず外周からクランプして中繰りバイトで内径を仕上げ、続いて内周からクランプして外周を仕上げ直した。ちなみに厚さ方向については、事前に四爪チャックで内周を外向きチャックして仕上げている。



アルミリングと延長筒は、筒をリングの中に入れて、内側からネジ止めするが、リングの内周から穴加工はできないので、外周から貫通穴を開ける。この時点ではタップは立てず、M4ネジの下穴径のドリルを貫通させ、さらに半分の深さだけネジ外径のドリルで拡大する。
鋼アングル材を加工し、アルミリングを煙室に固定するためのアングルを用意する。煙室内部に取り付けるので、座面を弧に加工しなければならない。さきほどの円盤に固定して、4個まとめて旋削加工をした。固定が弱いので、低速で少しずつ切り込んで仕上げた。


アングルを煙室内部に取り付ける。M2ネジで内側から仮固定し、煙室内部で銀ロウ付けをする。その後にネジの先端をヤスリで削り落とし、痕跡を消す。
アルミリング単体で、煙室への取り付け穴を開ける。煙室にアルミリングを入れ、リングを下にしてフライス盤のステージに固定し、煙室内部のアングルの穴を介してアルミリングに電動ドリルで皿モミを入れる。フライス盤のステージは、作業台として使用しただけである。電動ドリルは煙室入口からドリル先端が届かないので、写真のように丸棒でドリルを延長して使用した。この後、分解をしてアルミリングにネジ穴を開ける。


アルミリングを取り付けた煙室をシリンダーブロックに取り付け、そこにボイラーを搭載して、先端の延長筒をアルミリングに挿入する。この状態で、リングの周囲の穴から、電動ドリルで皿モミを入れる。下部はドリルを入れれらないので、移し開けは斜め下までとなる。

分解して延長筒に取付穴を開け、アルミリングにはタップを立て、両者をボイラーに取り付ける。皿モミを入れてなかった下の穴についても穴を開けて取り付ける。以後、アルミリングはボイラー側に取り付けられた状態が標準となる。
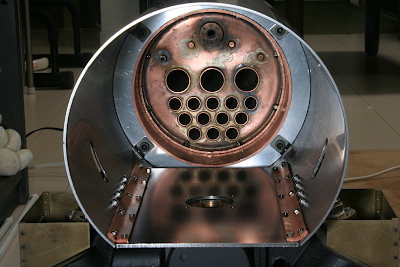
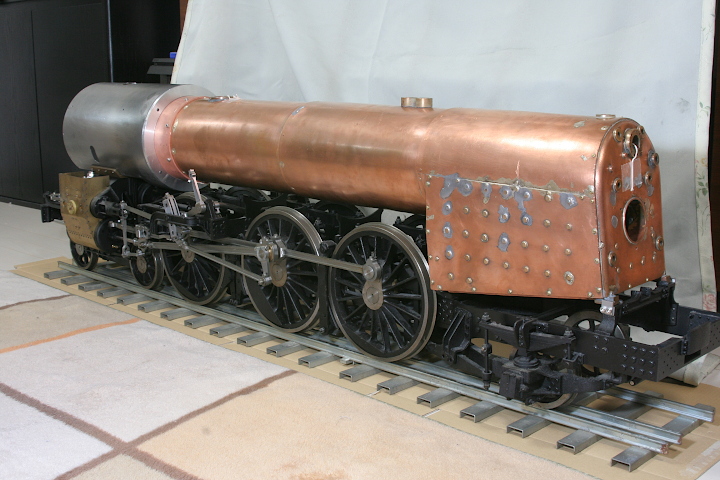
再びボイラーを本体に搭載し、アルミリングが煙室内部からボルト止めできることを確認をする。ボイラーを固定した状態で、煙室前から見ると、このようになる。ちなみに、固定にはM6のボルトを使用している。
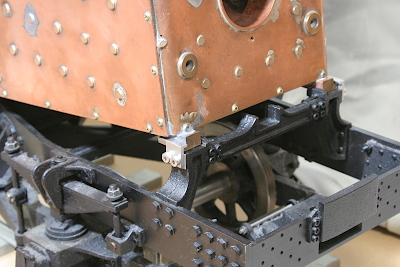
ボイラー後端は、後膨張受けの上に載るが、転倒してもボイラーが浮き上がらないようにアングル状のクランプで固定する。クランプには多少のクリアランスがあり、ボイラーが熱膨張で前後に微動できるようになっている。なお、ボイラーのほとんどの荷重を受けているのは、ここではなく、火室前端の前膨張受けである。
段々と機関車の姿に近づいてきたが、まだまだ完成は遠い。