2021年9月 「ボイラー完成」
高温ハンダのComsolを用いて、漏れ箇所を順次修理。内火室も含めてプロパンのみの加熱で事足りた。しかし300度となると、銅が変色するまで加熱しないと溶けない。さらに銀ロウと違って、溶解により融点が上がるということがないので、先にハンダを流した箇所が、次の修理で再溶解して、ハンダがポタポタと落ちてくる。ハンダが漏れ箇所全体に流れたら、それ以上余計な加熱はしないように注意して作業をした。



ハンダ作業では酸洗いができないので、ハンダを流す前に表面を研磨する作業が必要である。ここで役に立ったのが、鉄道模型工作用のマッハキサゲ(小型ワイヤブラシ)で、ハンダを流す箇所の局所的な研磨をすることができた。

チェックした患部の修理を終えて、第15回の圧力テストを実施。やっと1MPaまで楽に圧力を上げられるようになった。しかし漏れは完全には止まらない。相変わらず、左側のサイドステイ、そして内火室のサイドステイと大煙管の周囲から水がしみ出している。
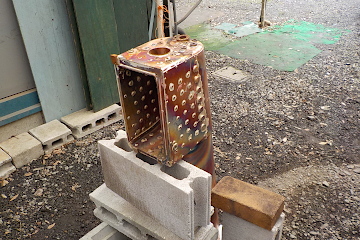
ここから何度か修理とテストを繰り返したが、一度ハンダを流した箇所から再び漏れている箇所がある。テストの圧力は上げられたものの、これでは銀ロウ付けの時と状況が変わらないではないか。ここで一度時間切れとなり、数週間後に作業を再開し、第18回の漏れテストでやっと内火室の漏れが止まった。以後は内火室にセラミックシートを詰めて保護しながら修理を続行。



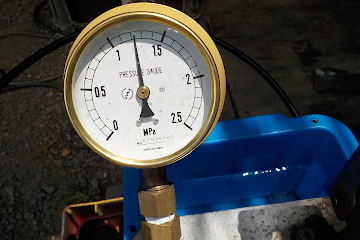
第19回のテスト。水圧を1.25MPaまで上げたところ、左側の外火室サイドステイ2本よりしみ出し。それ以外には漏れは見られない。
試しにセンターポンチでコーキングしてみた。ステイの周囲からステイを囲むようにポンチを数回打つと、2本とも漏れが止まった。なお、ポンチでコーキングする際は、加圧しない状態でやる方が良いらしい。借用したハンドポンプには圧抜き弁が付いているので、それが簡単にできる。しばらく待って漏れ箇所が出てこないので、最終テストを開始。
このボイラーは常用圧力0.5MPaで使う予定である。平岡氏の手による「模型蒸気機関車ボイラー安全指針」(日本小型鉄道クラブのサイトに掲載)は、米国ASMEのボイラー規格に準拠しており、それによると、常用圧力0.5MPaのボイラーは、2倍よりやや高い1.22MPaで圧力テストをすることになっている。これに従って、1.22MPaを維持したまま15分放置し、どこからも漏れがないことを確認した。やっと合格である。


水を抜いてプラグを外し、ボイラーを撮影。酸洗いが出来ないので、変色でみすぼらしいのは仕方がない。これにてS氏邸でのボイラー出張製作は最終回となり、預けていた器具等をすべて撤収。大変お世話になりました。

帰宅後、もう少し見栄えの良い写真を撮るために、英国製のボイラーを真似て研磨で仕上げることにした。石鹸付きの金属タワシを用いて、浴室で水を掛けながら研磨した。
完成写真を撮影。鉛色をしているのがハンダを流した箇所である。銀ロウと色が異なるので、はっきりとわかる。
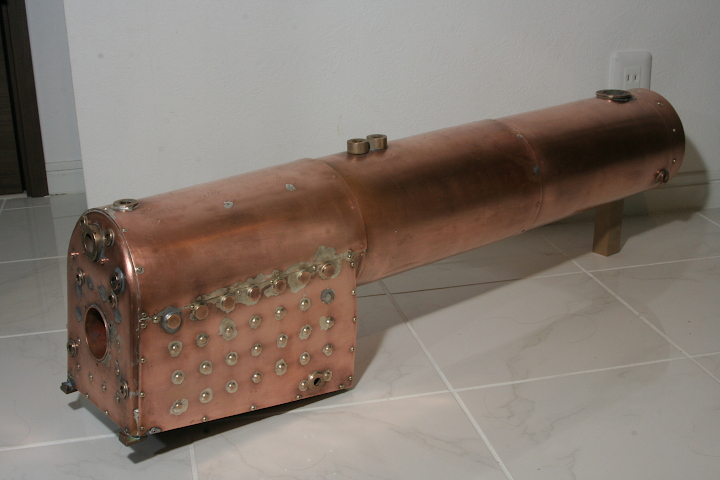

ボイラーはあちこち変形しており、残念ながら品位の高い出来とは言えない。特に変形が目立つのが外火室後板で、設計では平行になるはずの上下水面計ブッシュが大きく傾いてしまった。ここはロングステイだけでなく、裏面にリブを入れるべきだった。矯正はせず、ガラス管ホルダーのねじ込み部の角度を調整することで、何とか使用に供したい。
参考までに、銀ロウ付けの動画を何本か掲載した。
https://www.youtube.com/user/LivesteamFromCasting