2008年9月 「動輪組立(3)」

第一第三動軸の中央部を、実物にならって細くした。特に第一動軸は、中央メインロッドとのクリアランスを稼ぐ意味もある。

動輪の組み立てを実施。軸にロックタイトを塗って、動輪を回しながら入れ、すばやくキーを打ち込む。キーとボスに傷を付けないように、真鍮の棒を介して小ハンマーで叩き込んだ。余剰の接着剤を拭き取って1日乾燥させ、続いて反対側を接着した。
さて、先月予告した間違いが、ここで発覚することになる。キー溝が動輪のクランクピンから180度反対の位置にあることを忘れて、第二動軸の中央クランクから120±7.5度の位置に、キー溝を切ってしまったのだ! 結果として、中央クランクは本来あるべき位置から180度ずれた位置になってしまった。完成後にこの間違いを見つけたときは、目の前がまっ暗になった・・・
第二動軸は分解不可能なので、キー溝を切った車軸だけ作り直すことはできない。キー溝を埋めることも考えたが、跡形なく仕上げるのは難しい。結局、第二動軸をイチから作り直すことにした。幸いにして鋳物の予備はある。

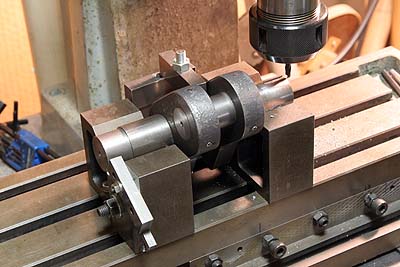
まず接着した動輪を抜かなければならない。ギアプーラーで力を掛けた状態で、バーナーで裏から加熱し、軸がわずかに引っ込んだところで火を止め、あとはギアプーラーの力で引き抜いた。写真は、動輪を抜いた直後の状態。車軸が熱で変色しているのがわかる。車軸とクランク鋳物の接着もダメージを受けたはずで、いずれにしてもこれはもう使えない。

前回と同じ手順で、鋳物と軸を加工し、ロックタイトで接着する。今回はクランク軸を段差加工をせずにストレートのまま使用した。その方が端部の直径がスケールに近いからである。左右の鋳物の位置決めのため、スペーサーをはさんでクランプした状態で、クランク軸を接着した。車軸は再び側面にピンを刺してこれで位置決めして接着した。今回は、この時点でロールピンを打ち込んで永久固定した。
第二動軸のキー溝の左右位相差を再現するため、再び位相出しのセットアップを組んで、失敗した動軸から位相を写し取った。エンドミルの位置は、刃先が溝内部の側面にこすれる音で判断して座標を決めた。これで新しい動軸の加工をする。

キー溝加工が終わった第二動軸。向かって左が失敗作である。キー溝の位置に注意。

第二動輪の塗装も、加熱により変色してしまったので、いったん剥がして再塗装する。シンナーに浸漬してワイヤブラシで塗装を落とし、アセトンで洗浄。新しいスプレーを手配して塗装をした。

スプレー塗料が余ったので、先台車の塗装を実施した。台枠とそれ以外の部品を分解し、個別に塗装した。釣合梁のワッシャと割ピンは、部分的に組み上げたあとに追加で塗装をした。
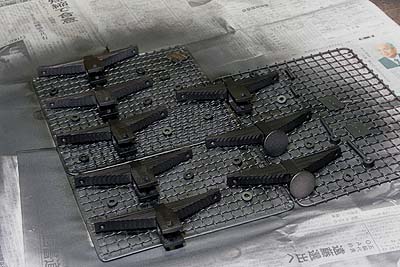
ここでまたしても失敗。動輪のボスを研磨する際に、カウンターウェイトに保護のガムテープを貼るのを忘れ、カウンターウェイトの塗装が削り取られてしまったのだ。再び新しいスプレーを手配し、カウンターウェイトを塗り直し、余った塗料で今度は従台車と、すべての板バネも塗装した。板が複雑に重なり合った板バネは、意外に塗料を多く消費し、ここまでで1缶を使い切った。

ウレタンスプレーは、混合24時間以内に使い切らなければならない。缶の重量を管理することで、残量を正確に見積もることができる(デジタル秤は台所から拝借)。これで塗料が無駄になることはないが、今回のように失敗をくり返した場合は、その都度、新しい缶を手配しなければならない。そして塗料を無駄にしないために予定外の塗装作業をやることになり、工程がどんどん遅れていく。

動輪を車軸に再接着してリカバー終了。約三週間のロスであった。気を取り直して、各動輪の位相ずれを測定する。定盤に軸箱を重ねて接着し、ここで車軸の位置を決める。クランクピンの穴に丸棒を刺し、片側のピンを所定の高さの台の上に載せ、反対側のピンの高さをハイトゲージで測定する。各動輪について、ローテーションで6回ずつ(左右入れ替えて3回ずつ)測定して平均値を出した。
結果は、まず第一と第三が0.08mmほどずれていた。これは想定範囲内だが、第二動輪は0.3mm近くもずれていた。キー溝位置に換算しても0.1mmであり、なぜこんなにずれたのか。車軸径の違いをリング挿入でカバーしたこと、失敗作から位相を移し取ったことによる誤差の蓄積が原因と思われる。
WILLIAMの実績だと、位相ズレは最大で0.03mm、そしてクランクピンとサイドロッドのはめ合いは、直径で0.05mmのクリアランスを確保した。これをスケールに応じて拡大すると、ズレは0.06mm以内が目標となる。第二クランクピンの1本だけ偏心させ、第一と第三のズレの中点になるように選ぶと、第二を基準としたズレはそれぞれ0.04mmとなり許容範囲に入る。最初に中央クランクピンから位相を出したのは非公式側なので、公式側のピンを偏心させれば良い。ピンの偏心量は0.24mmとなる。クランクピンとサイドロッドのはめ合いは、直径で0.10mmのクリアランスを確保する予定。これを取っておかないと、曲線、起伏通過時の車輪偏倚による軸距の伸びに追従できなくなる。ざっと計算すると、R7.5通過時に、第二と第三の軸距は約0.04mm伸びる。