2004年5月 「ドームカバー」
最近、公私ともに忙しく、工作がなかなか進まない。今月紹介できるのはドームカバーのみである。せいぜい掘り下げて詳しく報告したい。まず下の図をご覧あれ。
これはドームカバーを横から見た図である。赤い線は、筒状のストレート部と曲面部の継ぎ目を示す。ドームカバーの上半分は軸対称なので、旋盤加工で仕上げることができる。これに対し、裾野は鞍状に曲がっているので、ヤスリで仕上げる必要がある。このように旋削とヤスリ仕上げを併用すると、仕上がりは左の図のようになる。光線の加減によって、赤で示した線はくっきりと見える。では実物のドーム形状はどうかというと、右の図のように見えるはずである。実物は、裾野だけでなくストレート部の下端も鞍状に曲がっている。これを旋削で削り出すのは無理である。さらに実物では頂上部分の継ぎ目がはっきりと見えない。これはつまり、筒部分から球面部にかけて、曲率が連続的に変化していることを示す。いわば、緩和曲線が入っているのだ。この緩和曲線は、実物の設計図にも入っていない。製作者の手加減で無意識のうちに加えられていると思われる。ドームカバーに関しては、機械加工に頼って図面どおりに仕上げるより、鋳物の原型を頼りにヤスリだけで仕上げる方がむしろ実物に近い形状に仕上がるのである。

写真左が今回使用したドームカバー鋳物で、5インチのRAILMOTOR用のものである。写真右はもともとのWILLIAM用のドームカバー鋳物で、これだけのサイズの違いがある。前者は砲金製で、後者は磨きだしを考えて真鍮製になっている。いずれも直径4インチのボイラー用であり、ボイラー径が同じであることが転用の条件となる。ボイラー上の内ドームはもともとの設計に従っているので、ドームカバーにくらべて極端に小さく、できあがったドームカバーの中身はほとんどカラッポということになる。

まず鋳物の湯口、バリなどをヤスリで削り落とし、鋳肌をおおよそ削り取った。ほぼ最終形状になってはいるが、よく見ると前後左右でアンバランスであり、やはり機械加工による矯正を行うことにした。各部の肉厚を調べると、余裕がないのが円筒部分だったので、ここを基準にして仕上げることにする。

面板用のVブロック(Keats)に鋳物を固定し、煙突の加工に用いたフライカッターで下部を仕上げる。Vブロックをステージに平行にセットし、主軸の位置が鋳物の中心になるように合わせてカットする。曲率は、ボイラー+断熱材+ボイラー覆いの直径に合わせる。

ここから旋盤加工となる。加工物をVブロックのまま面板に移し、ダイヤルゲージで芯を出す。面板のバランスを取るため、動輪加工治具を重りとして使った。

後々の加工のため、ここで内部を中繰りしておく。同時に、裾野部分の外径を仮仕上げしておく。
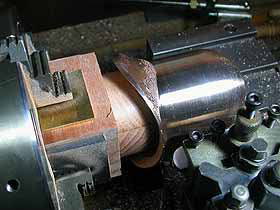
桜の廃材を張り合わせたものでヤトイを作り、ここに加工物を叩き込んで外径加工をする。まず中間の筒部分をストレートに仕上げ、続いて頂部の半球を仕上げる。いずれも偏心が取れるところまでバイトで削り、ヤスリで仕上げた。ストレート部と半球部の継ぎ目には、意識的に緩和曲線を入れた。最後に裾野のRを削る。バイトはこれも煙突で用いた円盤形バイトを使った。ここで仕上がるのは裾野の前後部分だけで、左右部分は写真のような削り残りとなる。

ドームカバーは、頂部からネジ1本で内ドームに固定する予定で、このための穴を開けておく。頂部は比較的肉厚があったので、段差穴にして、ネジ頭(M4六角穴付きネジ)が隠れるようにした。

ヤトイごとチャックからはずして万力でつかみ、半丸ヤスリで裾野の左右部分を仕上げる。ここで、最初に図で示した、ストレート下端の鞍状のうねりを削り出す。左右ストレート部を平ヤスリで下に延長してから、裾野との境界を半丸ヤスリで仕上げた。荒目で形を整え、細目でヤスリ傷を取り、最後はサンドペーパーで磨いて仕上げた。
なお、ヤスリで円周を削る場合は、ヤスリを前に進めながら、手前(柄)を下にさげる、つまりヤスリを手前に巻き付ける感じでスイングさせると良い。ヤスリの先端は指先でつまんで安定させる。裾野を削る場合、さらにこの動作の途中で、ヤスリを反時計方向にひねる動作を入れると、タテヨコの曲面を同時になめらかに仕上げることができる。ただしこの場合、ヤスリの当たり面は裾野に対して斜めになるので、左右が非対称な仕上がりにならないように注意が必要である。

再び四爪チャックして、裾野の外径をわずかに削って、板厚を表現する。ペーパーで研磨して加工終了。終わったらヤトイごとはずし、先端の穴から丸棒を入れて、ハンマーでヤトイを叩き出す。
(終)
前の月 次の月 目次