2002年11月 「エアテスト」
【ウェイシャフト】

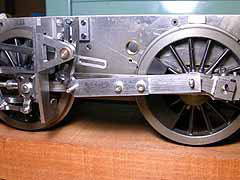
リフティングアームとリバーシングアームの回転軸となるのがウェイシャフトである。サイドロッドとの衝突を避けるため、左右2カ所に半円以上に及ぶ切り欠きを作る。ここはエンドミルで加工した(写真)。リバーシングアームはロックタイト603で接着し、テーパーピンを打った。角度はリフティングアーム側で調整する。なお、テーパーピン用のテーパーリーマは、フリーハンドで使うのは難しいので、ドリル下穴貫通後に軸位置を保ったままリーマに持ち替え、下に押す力を加減しながら、ドリルチャックを手でまわして拡大した。
【接続ピン】

リンク類の接続に使用したピン3種。直径は全て3mm。材料はS45Cである。実物に倣ってナット止めにすると見栄えが良いが、ナットは緩みやすいという欠点がある。そこで、表側はロックタイト603でナットをねじ込み接着し、裏側はEリングにしてこちらで着脱するようにした。これが写真左端のピンである。ナットは規格品では大きすぎるので、追加工して使用した。中央のものはリフティングアーム用で、設計上、裏面への突出が許されないので、根元にM4ネジを切り、ここをアーム本体にねじ込んで固定するようにした。右端のものはラジアスロッド先端用で、こちらは表にも裏にも突出が許されないので、中央にEリングを入れて固定することにした。ラジアスロッド先端の裏面は、Eリングの厚さ分だけ削り取る必要がある。いずれのピンも、ナットを接着する前に焼き入れ、焼き戻しをした。
【前後死点決め】
エキセントリック・ロッドを残して部品を組み上げ、バルブギア調整を始めるが、その前に、動輪軸箱を中立位置で固定しておく必要がある。軸箱のコイルスプリングを抜き、第一、第二動輪のみ、軸箱高さを決めるスペーサーを介してネジで締め、第三動輪はフリーとした。

前後死点を決める方法は、渡辺精一氏の本を参照のこと。クランクピンではなくクロスヘッドから決めるのがミソである。目盛を付けたアルミ小板を主台枠に貼り、前後死点での動輪フランジ位置にデバイダーでマーキングをした。アルミ板を剥がさない限り、何度でも即座に前後死点位置を見つけることができる。
【エキセントリック・ロッド】
エキセントリック・ロッドの軸距は、蓄積誤差により設計どおりにはならず、現物合わせで決めるのが定石である。クランクピンの前死点・後死点のいずれにおいても、加減リンクが中立位置になるように、リターンクランクの取り付け角度とエキセントリックロッドの軸距を同時に決める。平鋼を組み合わせて軸距取り治具を作り、これで軸距を決めた。設計より0.2mmほど長くなった。

WILLIAMのエキセントリックロッドは、スモールエンドがフォーク状になっており8mm厚、これに対して中間部分は2.8mm厚であり、肉厚を3分の1に削り落とさなければならない。これだけ削ると応力解放による材料の伸びが顕著になるので、軸穴開けの前に板厚加工を行った。

外形の加工は、他のバルブギア部品と同様である。治具も同じものを用いた。

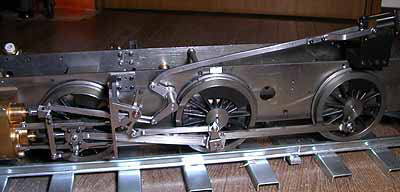
ロッド完成後にミスが発覚した。軸距取りの際、リターンクランクを傾ける方向を間違えてしまったのだ(上の写真を見て間違いに気付いた人はエライ!)。エキセントリックが90度の位相差であれば、どちらでやっても結果は同じだが、中心線を傾けたために位相差は90度になっていない。計算すると、この間違いによる軸距のずれは0.2mmほどであり、皮肉なことに設計どおりの軸距でOKだったのである。ロッドはそのままで、偏心ブッシュで軸距を変更した。
【バルブ位置調整】
バルブのフルストロークが前後で対称になるようにバルブを調整してはいけない。理論上バルブの動きは前後非対称になるので、ストロークを基準に調整すると、前後でバルブが開くタイミングがずれてしまう。ではどうするかというと、クロスヘッドの前後死点位置でのバルブ位置が前後で対称になるように調整すれば良い。この位置では加減リンク成分はゼロとなり、クロスヘッド成分、つまりバルブ先行(ラップ+リード)分だけバルブがセンターからずれた状態になる。
バルブ位置は、マイナスドライバーでバルブスピンドルを回して、バルブクロスヘッドへのねじ込み量を加減することで調整し、ロックナットで固定する。この方式を採用した理由は、運転中でも蒸気室前カバーを外すだけで簡単に調整できるからである。最終的には走行してブラスト音を聞きながら調整する予定だが、とりあえずここで設計どおりの位置に調整しておく。

バルブは外から見えないので、写真のようなバルブ位置測定治具を作り、これでライナー前端からバルブ前端までの距離を測定し、そこからバルブ位置を計算した。治具の使い方は写真から推測してほしい。もちろんライナー寸法とバルブ寸法が設計どおりに仕上がっていることが前提である。
【リーチロッド】
6mm×3mmの軟鋼帯板を曲げて作った。先端を縦に丸く曲げる必要があるが、そのまま曲げると板が波打ってしまうので、ガイド円盤を作製する。円盤の外周面に、幅3mm、深さ6mmの溝を入れ、リーチロッドをここに入れて曲げれば良い。しかし大円盤への溝入れは大変なので、段差加工した円盤と無垢の円盤とを重ね合わせて溝の代用にした。使用した円盤は、動輪加工治具と、煙室管板型板の再利用である。ここも軸距は現物合わせで決める。


【エアテスト】

可動部に注油し、シリンダーのドレイン穴をプラグで塞ぎ、給気口にエアチューブ用継ぎ手を加工したものねじ込み、塗装用小型コンプレッサーを用いてエアテストを敢行。コンプレッサーの電源を入れ、ノズルをエアチューブ末端に押し付けると、動輪はおもむろに回り始めた。嬉しいというより、ほっとしたというのが正直なところ。コンプレッサーが力不足で、時速2キロ程度が限界である。逆転機を切り換えて、前後進で動作を確認する。フルギアではブラスト音がほとんど聞き取れないが、逆転機をしぼっていくと歯切れ良い音が聞こえ始める。左右往復の四打が均一になるように、バルブ位置を再調整した。
気をよくしたところで、家の廊下に組み線路を敷き、往復運転してみた。遅いが人を牽くくらいの力はありそうで、屋外レイアウトでエア走行をやることを思いついた。
【トレーラー】

運転するためには、いずれ作らなければならないものである。台車はOS製の軽量台車(5インチ)で、黒く塗装した。本体は、以前の工作室の床に敷いていた合板を再利用して作った。長さは、愛車のトランクの幅から決めた。連結器はOS製(カプラーポケット付き)で、センター位置を左右どちらにもオフセットできるように穴位置を決めた。着脱式シートは、不要のカー用フロアマットを合板側面に釘で打ち付けて固定したもの(スポンジクッション入り)。
【エア走行】

一本松の運転会に持ち込んで走行テスト。トレーラーにバッテリー、コンプレッサー、トランスを搭載し、エアチューブで機関車に空気を送る。シャーシだけだと空転するので、ウェイト代わりにボイラーを載せた。人を牽くとスピードはさらに落ち、時速1キロほどになった。乗っていても退屈なので、横を歩いて低速でのロッドの動きを楽しんだ。レイアウトを1周するのに10分以上かかり、1周で満足してリタイヤ。いっそエアタンクを搭載して走った方が良かったかも。
(終)
前の月 次の月 目次