2002年10月 「逆転機」
逆転機にはネジ式とテコ式があり、WILLIAMはネジ式である。テコ式の方が逆転操作が楽なので、ライブスチームではテコ式が多い。しかし渡辺精一氏の本の中に「高速で走行しているとき、締切点を40%ぐらいから更に小さくして軽快な排気音を楽しむのは、ライブスチーム運転の妙味である」という心おどらせる一文があり、カットオフの微調整ができるネジ式でいくことにした。
問題は、逆転するのにハンドルを何回もまわさないといけないこと、そして製作する上で逆ネジを切る必要があること。バイトを自作してリードの大きい多条逆ネジ、ナットを作ればいいのだが、めねじ切りバイトの自作が難しい。小径でかつリードも大きいとなると、刃先の整形には熟練を要し、私の腕でまともなネジに仕上がるとは思えない。
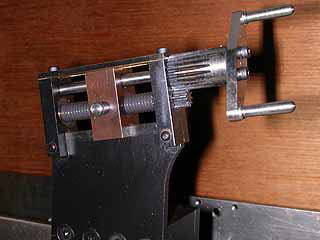
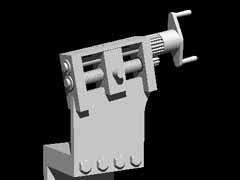 そこで思いついたのが、平歯車を使って加速、逆転をする手である。送りネジと平行にもう1本、軸を設けてこちらにハンドルを付ける。両者を平ギアで接続しギア比を2:1にすれば、ハンドル1回転で送りネジは2回転する。回転方向が逆になるので、送りネジには順ネジが使える。ナットのガタは送りネジだけで決まるので、ガタを増やすことなく加速できる。石炭の粉で汚れやすいキャブ内でギアを用いて大丈夫かとも思ったが、これまた英国Britanniaがベベルギアを用いた逆転機をライブで再現しているので、許容した。運転時にギアの掃除がやりやすいように、ギア部はあえて後部に設けることにした。
そこで思いついたのが、平歯車を使って加速、逆転をする手である。送りネジと平行にもう1本、軸を設けてこちらにハンドルを付ける。両者を平ギアで接続しギア比を2:1にすれば、ハンドル1回転で送りネジは2回転する。回転方向が逆になるので、送りネジには順ネジが使える。ナットのガタは送りネジだけで決まるので、ガタを増やすことなく加速できる。石炭の粉で汚れやすいキャブ内でギアを用いて大丈夫かとも思ったが、これまた英国Britanniaがベベルギアを用いた逆転機をライブで再現しているので、許容した。運転時にギアの掃除がやりやすいように、ギア部はあえて後部に設けることにした。
【ギア】
自作は大変なので、市販のギア(協育歯車)を物色し、使えそうなものを選び出してそれをもとに設計した。材質はS45C焼き入れであり、焼き戻して追加工して再焼き入れする。送りネジ側の小径ギアは、ギアと軸が同径で一体モノになっているので、これにダイスでネジを切ってしまうことにした。ネジはM6の並目で、ハンドル12回転でフルストロークとした。写真左が加工前、右が加工後である。


【スタンド】

こんなものは板に外形をけがいてノコで切り出してヤスリで仕上げればいいのだが、機械加工好きの私はフライス盤で仕上げた。おおまかに切り出した軟鋼板を接着剤で治具に張り付け、ロータリーテーブルで角度を出し、クランプする位置を変えながら周囲を全てエンドミルで仕上げた。座標は全てX、Y、θのダイヤルで出した。
【ベアリング】

材質はリン青銅指定だが、ギア長さの制限によりベアリング肉厚を薄くしたので、強度を補うため炭素鋼製とし、リン青銅のブッシュを入れることにした。前後の穴位置を揃える必要があるので、ひとつのブロックに穴を開け、スタンドに挿入するスリット部分を仕上げてから、メタルソーでふたつに分割した。

前後のベアリングの穴に丸棒2本を通して心を出し、銅リベットでスタンドに仮固定して銀ロウ付け。鋼材の銀ロウ付けの際は、終了後ただちに水洗いして水気をふき取って油引きしておかないと、すぐにさびてしまう。
【ナット】
材料は砲金だが、角材が手に入らなかったので、丸棒から角材を削り出した。真鍮用茶染め液で茶色に染めてみた。ステンレス製のピンを三方向に圧入する。上の穴はハンドル軸が貫通する穴で、軸径よりも大きくして充分なクリアランスを取った。


【目盛板】
真鍮板から作った。目盛をきざむために、折れたノコ刃(ハイス)からカッターを作り、目盛板を塗装してから、このカッターで目盛を刻んだ。フライス盤のステージ送りで間隔をそろえた。


【ハンドル】
ギアで加速した分、強い力がかかるので、スケール拡大に合わせて全体を1/16から1/12に拡大した。ハンドルプレートは直接ギアにネジ止めし、ブッシュとギアを兼ねる構造にした。

プレートは快削ステンレスから作った。これも丸棒材料から平板を削り出し、ロータリーテーブルで仕上げた。

ハンドルも快削ステンレス製。まず先端の丸い部分を仕上げ、真鍮製のサポート(丸棒先端にセンタードリルで穴を開けたもの)で心押しして、テーパー部分を仕上げた。

完成したハンドルとプレート。組み立てはロックタイト603による接着。
【塗装と組み立て】

耐熱塗料で塗装をして、オーブントースターで焼き付けた。時々電源を切って冷やしながら、トータルで15分間、焼き付けた。煙がもくもくと出るので、屋外でやる方が無難である。
ブッシュを接着して組み立てる。ネジ部とギア部の潤滑には、二硫化モリブデン入りグリースを使った。今のところ動きはスムーズであり、ハンドルも軽く、何とか使えそうである。
(終)
前の月 次の月 目次