2001年11月 「ピストンバルブ」
ピストンバルブは、バルブが収まるライナーに高精度の加工が要求されるので、スライドバルブより難しいと言われているが、スライドバルブにない以下のメリットがある。
(1) 高圧蒸気の力が全周にわたって均等にかかるので、バルブにかかる機械的抵抗が少ない。
(2) 内側給気つまり外側排気なので、蒸気室両端のシールが不要である。
(3) 作製すべきパーツ点数がスライドバルブと比べて少ない(構造によるが)。
(4) 実物の近代機はほとんどがピストンバルブである。
スライドバルブでピストンバルブのスケール機を作る場合、ピストンバルブに見えるように蒸気室形状を工夫したり、ポートをクロスさせて内側給気に見せかけたりする。最初からピストンバルブにすればそんなややこしいトリックは不要である。LBSCによれば、一度ピストンバルブを経験した者は、二度とスライドバルブには戻らないという。これだけいい話を聞かされれば、ピストンバルブに挑戦せずにはいられなくなった。特に、上等な旋盤と貧弱なフライス盤を持つ私としては、旋削が中心となるピストンバルブの方が都合がよい。問題のライナーの工作をできるだけ簡単にするため、以下の条件を取り入れた。
(1) バルブにはピストンリングを用いず、ピストン本体でシールする(ボビン形と呼ばれる)。
(2) ライナーとシリンダーブロックの固定は圧入ではなく、シール剤を塗って挿入する。
(3) ライナーの内径はリーマで仕上げ、バルブはステンレス研磨鋼の外径をそのまま使う。
ボビン形の場合、摩耗すればクロスリークは避けられないが、イベント運転のために酷使するような機種ではないので、まあいいんじゃないかな。とにかくスライドバルブより簡単に作るということを念頭に置いて設計した。設計にあたっては、LBSCのSPEEDYとMartin
EvansのEVENINGSTARのシリンダーを参考にした。
【ライナー】
ライナーは、内径、外径を正確に仕上げるのは当然のこと、中央に形成される二本の溝(ポート)によりバルブタイミングが決まるので、ここの精度も重要である。当初はリン青銅を使用するつもりだったが、先月紹介したようなありさまで下穴を貫通させることもできず、結局、砲金丸棒を使用した。

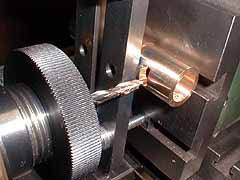
外径をシリンダーブロックの穴にガタなく入るはめ合いに削り(写真)、切断して全長を決め、φ12の下穴を貫通させ、前ライナーカバーが入る範囲の座繰り加工(φ15)をする。

サイドにポート溝を入れる。溝の幅と間隔には高い精度が要求されるが、狭いし浅いしでノギスによる測定ができないので、旋盤の親ネジで距離を出した。溝幅を仕上げるにあたっては、溝幅と同じ直径に仕上げた丸棒を目安にした。
 ちなみに私のMyford Super7はメトリックバージョンで、親ネジには1回転で3.18mmの目盛が刻まれている。しかしこの目盛をうかつに信じてはいけない。実際は1回転で1/8インチすなわち3.175mmになっているのだ。その差0.005mmは1回転では問題にならないが、100mmも移動させると大きな誤差となる。私は事前にデジタルノギスでネジのピッチを測定して、正確に3.175mmになっていることを確認した(写真)。
ちなみに私のMyford Super7はメトリックバージョンで、親ネジには1回転で3.18mmの目盛が刻まれている。しかしこの目盛をうかつに信じてはいけない。実際は1回転で1/8インチすなわち3.175mmになっているのだ。その差0.005mmは1回転では問題にならないが、100mmも移動させると大きな誤差となる。私は事前にデジタルノギスでネジのピッチを測定して、正確に3.175mmになっていることを確認した(写真)。

メタルソーで溝部の上下を切り開いて内部と貫通させる。この切り口でバルブタイミングが決まるので、正確に溝幅に一致するように注意して加工する。
残る加工すなわち給気口、排気口、そして斜め下に伸びるポートに対応したテーパー加工を行う。これらの加工により外周に出たバリは時計ヤスリなどで削り取っておく。


ライナー後部カバーの入る座繰り加工をして、最後に中繰りで下穴を拡大し、リーマを通して完成となる。内径を最後に仕上げる理由は、ポート加工によるバリと変形の影響を逃れるためである。もしライナーをシリンダーブロックに圧入するのなら、リーマは圧入後に通す方が良い。リーマで仕上げるのはバルブの動く範囲だけで良く、両端部分は段差加工をしてリーマを逃がす。
【ボビン(バルブ本体)】
実車に見られるように、バルブスピンドルをボビンと完全固定して前後のブッシュで受ける構造にすると、工作が大変難しくなる。ボビン、バルブスピンドル、前後ブッシュの全ての芯をそろえないといけないからである。バルブスピンドルは後部ブッシュだけで受け、さらにボビン中心の穴をスピンドル直径より充分大きくして半径方向に自由に動くようにすれば、一切の芯出しは不要になる。主ピストンのように力の掛かる部品ではないので、これでも問題はない。

ボビンはSUS303センタレス丸棒から作った。呼び径13mmに対して12.99mmという太さであった。チャックして突っ切りバイトで溝を入れてバルブ間隔を仕上げ、剣バイトで中央部を仕上げた。特に精度が要求されるのが内側のエッジの間隔で、ここは面取り禁止である。バリは時計ヤスリとサンドペーパーでていねいに取る。

中央に穴を貫通させてから突っ切り、真鍮パイプから作ったコレットで保持して全長を仕上げる。

ボビンに通すバルブスピンドルもやはりSUS303センタレスから作った。ボビンの保持は、古い設計だとスピンドルにネジを切ってダブルナットで止めるようになっているが、緩むとやっかいなのでEリングで止めることにした。Eリングは、ボビンを締めつけずにしかも軸方向にガタが出ない位置に固定しないといけない。そこで写真のように、ボビンから現物合わせでEリング溝の位置を決め、ボビンを抜き取って溝加工した。ここも主ピストンと同様、クロスヘッド側でバルブタイミングの調整をするので、スピンドル先端にマイナスドライバーが入る溝を入れておく。
ボビンができたところで、ライナーとのはめ合いを確認した。通らないことはないが、つっかかりが大きい。リーマの刃のなまりのために、穴は呼び径ジャストかそれよりわずかに小さいくらいに仕上がったようである。ボビンに関して言えば、肉削ぎ量が多いためか、これまた歪みが生じているらしい。ボビンをライナー内で何度も動かして摩耗跡をチェックし、その部分を油目ペーパーで磨く。これを気長に繰り返しているうちに、軽く動くようになった。
ここでライナーの両端に入れるカバーを作る。前部カバーの中央の突起はダミーである。後部カバーはバルブスピンドルの軸受けを兼ねるので、深い穴の全長をリーマ仕上げにする。蒸気漏れを最小限にするため、いずれもライナーに指で押し込めるくらいの外径に仕上げ、固定はライナー側面から入れた小ネジ各1本で行う。

【接合】
 シリンダーブロックとライナーを脱脂し、シール剤を塗って接合する。使用したシール剤は、ロックタイトの510である。耐熱性フランジシール剤で、200度までシール効果を保つ。これをシリンダー穴の前半とライナー後半に均一に塗って、後ろからライナーを挿入する。定盤上に所定の高さの台を置き、そこにシリンダーブロックを橋渡しし、ライナーが底付きするところまで挿入する。事前にライナーに接合角度をケガいておき、これで角度を合わせる。510は嫌気性接着剤の一種で、意外に早く固まるので、さっさと作業をしないと途中で固着して失敗することになる。これだけでも相当な接着力だが、加熱により軟化するので、シリンダーブロック上からネジ穴を開け、皿ネジで固定した(写真)。もちろん、皿ネジにもシール剤を塗る。ポートなどにはみ出したシール剤は、アルコールを含ませた綿棒で拭き取っておく。
シリンダーブロックとライナーを脱脂し、シール剤を塗って接合する。使用したシール剤は、ロックタイトの510である。耐熱性フランジシール剤で、200度までシール効果を保つ。これをシリンダー穴の前半とライナー後半に均一に塗って、後ろからライナーを挿入する。定盤上に所定の高さの台を置き、そこにシリンダーブロックを橋渡しし、ライナーが底付きするところまで挿入する。事前にライナーに接合角度をケガいておき、これで角度を合わせる。510は嫌気性接着剤の一種で、意外に早く固まるので、さっさと作業をしないと途中で固着して失敗することになる。これだけでも相当な接着力だが、加熱により軟化するので、シリンダーブロック上からネジ穴を開け、皿ネジで固定した(写真)。もちろん、皿ネジにもシール剤を塗る。ポートなどにはみ出したシール剤は、アルコールを含ませた綿棒で拭き取っておく。
【蒸気テスト】
 ボビンが厳しいはめ合いに仕上がったので、シール性は期待できるのだが、熱膨張による焼き付きが心配である。幸いなことに、わが家には手軽な蒸気発生装置(アスターのC56)がある。そこで、漏れチェックも兼ねて、蒸気で動作確認をすることにした。C56のシリンダー前カバーを自作のブッシュに交換してそこから銅管を導き、WILLIAMのシリンダー給気口に接続する。事前に給気口からエンジンオイルを入れておく。C56の動輪は、シリンダー前部に給気する位置でロックしておく。準備ができたら蒸気上げをするが、高パワーを維持するため、圧が上がっても電動ブロアーを使い続ける。安全弁が吹いたら加減弁を開けてシリンダーに蒸気を送り込む。バルブを手で前後に動かすと、前後のドレイン穴から交互に水が噴き出すが、ピストンは動いてくれない。やはりC56のボイラーでは力不足か。バルブもやや固くなっており、不安になってくる。それでもバルブを動かし続けていると、シリンダーが暖まってきて、ピストンがゆっくりと動き始めた。さらに続けていると、シリンダーは完全に乾き、ピストンも軽く動くようになった。ライナーが熱膨張したたためか、バルブの動きもスムーズになった。バルブをフルスピードで動かすと、ピストンがパコパコと追従する。そのまま数分間動かし続けたが、特に異常は見られなかった。これなら何とか使えそうである。高熱のため、シリンダー全体がやや赤っぽく変色してしまった。
ボビンが厳しいはめ合いに仕上がったので、シール性は期待できるのだが、熱膨張による焼き付きが心配である。幸いなことに、わが家には手軽な蒸気発生装置(アスターのC56)がある。そこで、漏れチェックも兼ねて、蒸気で動作確認をすることにした。C56のシリンダー前カバーを自作のブッシュに交換してそこから銅管を導き、WILLIAMのシリンダー給気口に接続する。事前に給気口からエンジンオイルを入れておく。C56の動輪は、シリンダー前部に給気する位置でロックしておく。準備ができたら蒸気上げをするが、高パワーを維持するため、圧が上がっても電動ブロアーを使い続ける。安全弁が吹いたら加減弁を開けてシリンダーに蒸気を送り込む。バルブを手で前後に動かすと、前後のドレイン穴から交互に水が噴き出すが、ピストンは動いてくれない。やはりC56のボイラーでは力不足か。バルブもやや固くなっており、不安になってくる。それでもバルブを動かし続けていると、シリンダーが暖まってきて、ピストンがゆっくりと動き始めた。さらに続けていると、シリンダーは完全に乾き、ピストンも軽く動くようになった。ライナーが熱膨張したたためか、バルブの動きもスムーズになった。バルブをフルスピードで動かすと、ピストンがパコパコと追従する。そのまま数分間動かし続けたが、特に異常は見られなかった。これなら何とか使えそうである。高熱のため、シリンダー全体がやや赤っぽく変色してしまった。
【サイドカバー】
シリンダーブロックへの加工を全て済ませるため、ここでサイドカバーも付けることにした。材料は真鍮1mm板で、所定寸法に切り出して固定用の穴を開け、ボイラー加工時と同様に丸棒とアングル材を使って曲げ加工をする。裾部分はRの途中で寸断されるので、1枚の板をU字に曲げてから中央を切断して左右に分けた。シリンダーブロックに完全に密着させるため、最終的にはプラハンマーで整形した。できたカバーの穴をシリンダーブロックに移し開け、小ネジで固定する。


シリンダーカバーと裏面フランジのシールは、塗装後に行う予定。


(終)
前の月 次の月 目次