2001年1月 「軸動ポンプ(2)」
 軸動ポンプは、台枠内というアクセスしにくい位置にくる部品なので、完成後のメンテナンスのことまで考えて設計する必要がある。アレンジは基本的にオリジナルのままだが、上部の供給側の継手は後ろに向いており、下からスパナで配管をはずせるようになっている。ただしスパナをまわす角度の確保が必要で、30度以上あれば、スパナの表裏を持ちかえながらまわせる。ポンプ本体は、側面のネジをはずせば、まるごと下に引き抜くことができる。そのネジは、動輪のスポークの間からはずせるようになっている。ここに限らず全ての配管は、ボイラーを付けたままで取りはずせるように設計したほうが良い。シャーシ単独で配管作業をやる場合は、ひっくり返して下からやる方が後々のためには良いだろう。
軸動ポンプは、台枠内というアクセスしにくい位置にくる部品なので、完成後のメンテナンスのことまで考えて設計する必要がある。アレンジは基本的にオリジナルのままだが、上部の供給側の継手は後ろに向いており、下からスパナで配管をはずせるようになっている。ただしスパナをまわす角度の確保が必要で、30度以上あれば、スパナの表裏を持ちかえながらまわせる。ポンプ本体は、側面のネジをはずせば、まるごと下に引き抜くことができる。そのネジは、動輪のスポークの間からはずせるようになっている。ここに限らず全ての配管は、ボイラーを付けたままで取りはずせるように設計したほうが良い。シャーシ単独で配管作業をやる場合は、ひっくり返して下からやる方が後々のためには良いだろう。
ポンプ本体は、主台枠の中間梁を兼ねる構造であり、45×15mm真鍮平角材を使用した。この内部に逆止弁を設け、シリンダーは別に真鍮丸棒から作ったものを銀ロウ付けする。供給側の逆止弁のすぐ上に横穴を掘って、左右二系列の穴をつなぎ、二系列をポンプ内部で合流させてしまう。それにより出口の継手はそのままボイラーおよびバイパスに直結できるようになる。
ラム(ピストン)のシールは、オリジナルの設計だと、ラムに溝を掘ってOリングを入れ、さらにグランドにグラファイトヤーンを入れるというダブルシールになっている。しかし他の機種の構造を見ると、ラムかグランドかどちらか一方のシールで済ませている。真鍮はOリングの摺動面として不適当という話もあるので、ラムへOリングを入れるのはやめ、グランドだけOリングシールすることにした。走行時のパワーロス低減のため、Oリングのつぶししろは小さく取る。
【ポンプ本体の組み立て】

 ブロックとシリンダーを別々に加工し、銀ロウ付けで組み立てた。しかし継ぎ目になかなかロウがしみこまず、長時間加熱したため、一部を熱変形させてしまった。真鍮は銅と比べて融点が低く熱伝導も悪い。過熱で材料にダメージを与えないよう注意すべきであった。ボアの歪みをリーマで修正し、シリンダー断面も旋盤で削り直した。
ブロックとシリンダーを別々に加工し、銀ロウ付けで組み立てた。しかし継ぎ目になかなかロウがしみこまず、長時間加熱したため、一部を熱変形させてしまった。真鍮は銅と比べて融点が低く熱伝導も悪い。過熱で材料にダメージを与えないよう注意すべきであった。ボアの歪みをリーマで修正し、シリンダー断面も旋盤で削り直した。
 ポンプ本体に開ける配管用のネジ穴は、ネジ根もとを逃げるための段差加工をするので、旋盤で開ける必要がある。重量物の偏心チャックになるので、重量バランスが取れるように工夫する(写真)。なお、心押し台にドリルを付けて穴を掘る場合、写真のように工具台をストッパー代わりに使えば、穴の深さを0.1mm単位で制御することができる。
ポンプ本体に開ける配管用のネジ穴は、ネジ根もとを逃げるための段差加工をするので、旋盤で開ける必要がある。重量物の偏心チャックになるので、重量バランスが取れるように工夫する(写真)。なお、心押し台にドリルを付けて穴を掘る場合、写真のように工具台をストッパー代わりに使えば、穴の深さを0.1mm単位で制御することができる。
【ラム】
 快削ステンレス(SUS303)丸棒を加工して作った。加工といっても、縦スリット加工と穴開けだけである。ラムとアームを接続するピンも快削ステンレスから作製した。オリジナルはピンにネジを切ってナットで固定する方式だったが、より信頼性を高めるため、Eリングで固定することにした。折れた帯ノコの刃から作った突っ切りバイトで、Eリングを差し込むための溝入れ加工をする。できたラムをOリングとともにポンプ本体に組み込んで動かしてみたが、どうも動きが渋い。ラム表面の細かい傷がOリングのすべりを悪くしているようである。そこでラムを旋盤でまわし、表面を金属研磨剤で研磨すると、ずっと軽く動くようになった。快削ステンレスは意外に柔らかく、炭素鋼などに簡単に傷を付けられてしまう。保管の際には注意が必要である。ラムと接続するロッドの穴位置は、すべての部品を実際に台枠に組み込んで現物合わせで決める。仮組みして車軸を手でまわし、ポンプがスムーズに動くことを確認する。
快削ステンレス(SUS303)丸棒を加工して作った。加工といっても、縦スリット加工と穴開けだけである。ラムとアームを接続するピンも快削ステンレスから作製した。オリジナルはピンにネジを切ってナットで固定する方式だったが、より信頼性を高めるため、Eリングで固定することにした。折れた帯ノコの刃から作った突っ切りバイトで、Eリングを差し込むための溝入れ加工をする。できたラムをOリングとともにポンプ本体に組み込んで動かしてみたが、どうも動きが渋い。ラム表面の細かい傷がOリングのすべりを悪くしているようである。そこでラムを旋盤でまわし、表面を金属研磨剤で研磨すると、ずっと軽く動くようになった。快削ステンレスは意外に柔らかく、炭素鋼などに簡単に傷を付けられてしまう。保管の際には注意が必要である。ラムと接続するロッドの穴位置は、すべての部品を実際に台枠に組み込んで現物合わせで決める。仮組みして車軸を手でまわし、ポンプがスムーズに動くことを確認する。
【逆止弁】
次は問題の逆止弁である。ボイラー試験の時は、漏れのないものを作れずに泣かされた。吸入側と供給側がそれぞれ二系列あるので、合計4個の逆止弁が必要で、さらに供給側はブロック本体に弁座を切る必要がある。オリジナルだと弁座は水平になっているが、鋭角の方が信頼性は高くなる。鋭角弁座の加工は、自作Dバイトを使う方法が平岡幸三氏の本に紹介されているが、難しそうである。しかもポンプ本体の直接加工なので、失敗するとリカバーが大変である。そこで弁座だけ別部品にして、事前に漏れテストまで済ませたものを、本体に固定することにした(断面図の赤の部分)。参考書でもそういう例はあり、ハンダ付けによる固定法が紹介されていたが、ハンダが弁座に回るとオジャンなので、嫌気性のシール用接着剤(ロックタイト510)で固定することにした。嫌気性なので、はみ出した液は固まることはなく、弁座が固定された後に拭き取ることができる。接着強度に不安があったので、弁座の下に段差を設け、ここでボイラー水圧を受けるようにした。
同好会で、逆止弁用ステンレス球の真円度が議論になったことがある。どうもステンレス球には当たりはずれがある様子。前回ステンレス球を購入した舟辺精工にアドバイスを求めたところ、ステンレス球は炭素鋼球などに比べると柔らかいため、研磨がしにくく真円度を上げにくいとのこと。目的を告げると、ハイグレードのステンレス球を紹介してくれた。さらに、より真円度の高いクロム球(ボールベアリング用)も手配した。こちらは弁座のシーティングやテストに用いる。
球弁は、弁座の弾性変形を利用してシールしているので、接触面積は少なければ少ないほど良い。しかしシーティング前の加工精度が低いと、シーティングで接触面積を増やさないと隙間をふさげないことになるので、まずは加工精度を上げるのが先決である。弁座の穴は、中繰りで穴の偏心を取った上で、リーマで仕上げた。事前に反対側から座繰りを入れ、リーマ仕上げ距離を最小限にした。弁座切削時は、穴にバリが出ぬよう内から外に向かって削った。仕上げ削りの前にはバイトを再研磨し、高速でまわしてゆっくり送って仕上げた。もっとも、タマさえ良ければ多少加工がいい加減でも漏れない弁ができるという話しもある。
 弁座のシーティングは、ハンマーによる方法ではなく、Martin
Evansの本に紹介されていた、旋盤による方法(バーニッシュ)を行った。丸棒の先端にドリルで座繰りを入れ、そこにクロム球を接着し、これを心押し台のドリルチャックに取り付け、加工後の弁座を研磨する(写真)。研磨といっても、弁座を高速回転させ、ごく弱い力で1秒ほど押し付けるだけ。ハンマーによるシーティングと比べても手間は変わらない。何といってもスキルが不要なのがありがたい。研磨用クロム球は繰り返し使用に耐えるようである。
弁座のシーティングは、ハンマーによる方法ではなく、Martin
Evansの本に紹介されていた、旋盤による方法(バーニッシュ)を行った。丸棒の先端にドリルで座繰りを入れ、そこにクロム球を接着し、これを心押し台のドリルチャックに取り付け、加工後の弁座を研磨する(写真)。研磨といっても、弁座を高速回転させ、ごく弱い力で1秒ほど押し付けるだけ。ハンマーによるシーティングと比べても手間は変わらない。何といってもスキルが不要なのがありがたい。研磨用クロム球は繰り返し使用に耐えるようである。
 できた弁座は口で吸って気密テストをやるが、これまたコツがいる。手のひらにクロム球を乗せ、弁座をストローがわりにして球を吸い付け、口をすぼめて空気が口元から漏れないようにして、強く吸いながら舌先を絞り出して穴をペタッと塞ぐ。うまくいけば、そのまま口を開いても、球は1分以上張り付いたままで落ちてこない。そして舌を離すとポトッと落ちる。加工の終わった逆止弁をこの方法でテストをして、今回は4個とも一発合格となった。実際は、口で吸いやすいように、写真の六角より下の部分を未加工で長く残してテストし、合格になったところで再加工をした。
できた弁座は口で吸って気密テストをやるが、これまたコツがいる。手のひらにクロム球を乗せ、弁座をストローがわりにして球を吸い付け、口をすぼめて空気が口元から漏れないようにして、強く吸いながら舌先を絞り出して穴をペタッと塞ぐ。うまくいけば、そのまま口を開いても、球は1分以上張り付いたままで落ちてこない。そして舌を離すとポトッと落ちる。加工の終わった逆止弁をこの方法でテストをして、今回は4個とも一発合格となった。実際は、口で吸いやすいように、写真の六角より下の部分を未加工で長く残してテストし、合格になったところで再加工をした。
弁座はOKなので、今度は同じテスト法でステンレス球の方を選び込んだ。ハイグレードといえどクロム球にはかなわぬようで、1分以上持つものはなかったが、使用上は問題ないだろう。さらにノーグレードとなると、せいぜい2、3秒しか持たなかった。弁座がやられたかと心配してクロム球で再びテストすると、ちゃんと1分以上持ってくれる。球の真円度の影響を痛感した次第。できた弁座のうち供給側の2個は、ここでポンプ本体に接着する。ポンプの穴にシール剤を塗り、弁座を挿入し、1回転まわしてシール剤を均等に延ばす。固着後に、下にはみ出したシール剤をアルコールと綿棒で拭き取る。
 球弁の上昇量は、弁室横から真鍮ネジを突き出して制限する(断面図参照)。参考書によると、上昇量は球弁の直径の1/6とか1/4とか書いていたので、間を取って1/5とした。ネジ穴の位置決めは、できた弁座を球弁とともに組み上げて定盤上に置き、球弁の上に、長さのわかっている短棒を立て、短棒先端の高さをハイトゲージで測り、そこから短棒の長さを差し引いて、上昇量とネジ半径を加えた高さにケガキ線を入れれば良い。
球弁の上昇量は、弁室横から真鍮ネジを突き出して制限する(断面図参照)。参考書によると、上昇量は球弁の直径の1/6とか1/4とか書いていたので、間を取って1/5とした。ネジ穴の位置決めは、できた弁座を球弁とともに組み上げて定盤上に置き、球弁の上に、長さのわかっている短棒を立て、短棒先端の高さをハイトゲージで測り、そこから短棒の長さを差し引いて、上昇量とネジ半径を加えた高さにケガキ線を入れれば良い。
右の写真は、完成したポンプ本体と付属品である。
【塗装・組立て】
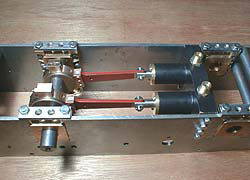 軸動ポンプは中間梁も兼ねているので、本体部分を黒で塗装することにした。組み立てにシール剤を用いるので、その前に塗装する。シンナーで脱脂して、ネジ穴、配管穴をマスキングし、HO工作用のエッチングプライマーを吹き付け、一昼夜乾燥させてから塗装する。ロッドもサビ防止のため塗装した。塗装が乾いたら、バスコーク剤を使って組み上げる。写真は主台枠下から見たところである。
軸動ポンプは中間梁も兼ねているので、本体部分を黒で塗装することにした。組み立てにシール剤を用いるので、その前に塗装する。シンナーで脱脂して、ネジ穴、配管穴をマスキングし、HO工作用のエッチングプライマーを吹き付け、一昼夜乾燥させてから塗装する。ロッドもサビ防止のため塗装した。塗装が乾いたら、バスコーク剤を使って組み上げる。写真は主台枠下から見たところである。
【塗料】
ここにきてやっとメインの塗料が決まった。オキツモ(株)の半ツヤ黒の耐熱スプレー塗料である。平岡幸三氏の本でも紹介されている。ライブスチームの場合、高熱になる煙室外壁などには耐熱塗料を塗るのが良いといわれているが、町で手に入る耐熱塗料は、ツヤ消し黒またはシルバーだけである。英国型なら煙室だけツヤ消し黒でも良いのだが、国鉄型のように全体を同じ黒で塗る場合、車体全部がツヤ消しだと見ばえが悪くなるし、かといって煙室だけツヤがないというのも嫌である。そこで半ツヤ黒の耐熱塗料が欲しくなるわけだが、私の知る限りではオキツモだけが売っている。市場では手に入れにくいが、技功舎が扱っており、とりあえず3本買った。スプレー缶だが、部品個別で塗る分には問題はないだろう。技功舎によると、6本あれば、3インチ半のテンダー機を全て塗装できるらしい。
(終)
前の月 次の月 目次