2012年6月 「サドルタンク(1)」
サドルタンクのシルエットは、客車の断面と同様に、上部がなだらかな曲線で肩部分が急曲線になっている。外板を自作の曲げロールで曲げようとしたが、悲しいことに有効長がわずかに足りない。まずは曲げロールの改造から。
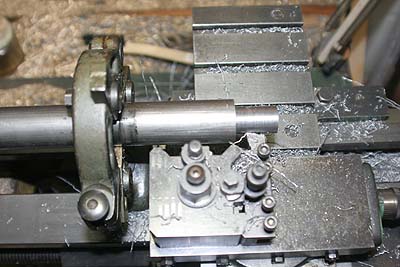
有効長を375mmから400mmに伸ばす。どうせならもっと伸ばしたいところだが、これが自分の旋盤で旋削できる限界である。3本のロールと駆動シャフトは、新たに材料を手配して作り直した。旋盤の固定触れ止めを用いて段差加工する。
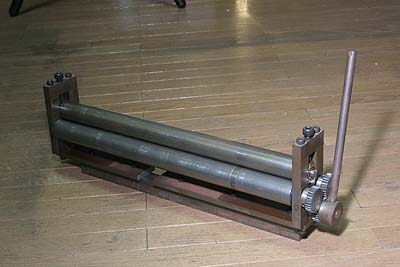
曲げロールの土台部分は、積み重ねの上の部材を切断し、下の部材とオフセットで組み直すことで、材料追加なしで済ませた。

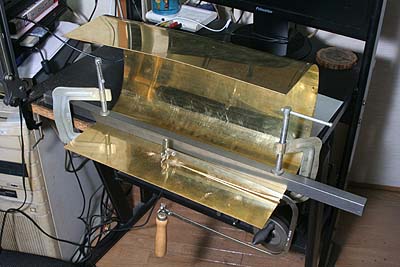
幅390mm、厚さ1.5mmの真鍮板を曲げて外板を作る。板の両端には仕上げしろを取っている。まず両肩の急曲線を曲げてから、頂上の緩曲線を曲げて仕上げたが、ローラーを回すのに、レバーが曲がるほど強い力を要した。ご覧のとおり、板の端部が湾曲してしまった。おそらくローラーが加工物に負けて中央部が逃げたためと思われる。底板で強制的に直線に戻す予定。

前妻板は4.5mmの真鍮板からバンドソーで切り出し、ヤスリで仕上げた。この時点では内周の半円穴をまだ開けていない。形状は外板からトレースしても良いのだが、曲げの不正確さが残ってしまうので、設計どおりに仕上げた。前妻板は外板に埋め込まれる形で接続される。真鍮アングルで外板を強制的に引き寄せ、隙間ができないようにした。ネジはM2.6を使用。

後妻板は、1.5mmの真鍮板で、キャブの前板へ固定するフランジを兼ねている。継ぎ目は外板に埋め込まれるのではなく、外板の端部がこの上に乗る形になるので、外板の断面形状を矯正する必要は無い。ただし側面だけはストレートに矯正したい。そこで、頂部の1点と側面の直線部分をアングルで引き寄せることにした。

ここで内板を切り出して曲げた。形状はボイラーと同心円の半円となる。これも1.5mmの真鍮板で、やはり両端に仕上げしろを残し、曲げた後に切り取る。

内板の断面を前妻板にトレースして、前妻板の内側半円を切り取る。こちらは両端を保持するだけで隙間なく仕上がった。
前後の妻板を基準にして、外板の裾高さを決め、余剰部分を糸鋸で切り取る。糸鋸は、懐の深い柄を使用し、両端から切って何とか中央で切り離せた。
外板にマンホールの穴を開ける。デバイダーで円をけがいてセンターポンチを打ち、ドリルで連続穴を開けて切り離し、ヤスリで仕上げた。板を曲げる前に切り抜くと、曲げたときに穴の周囲で板が歪んでしまうので注意。



煙室のサドルタンク保持鋳物の穴を、タンク前妻板に移し開ける。妻板はランボードからの高さで位置決めした。ここは妻板にネジ穴を開けて前からM4のボルトで固定するので、皿モミだけ入れて分解し、タップを立てた。移し開けにはロングドリルを使用した。

後妻板のフランジ部の取り付け穴を、キャブの前板に移し開ける。キャブ前板は1.5mmのレーザーカット品。ここはM3のボルトナットで固定するので、穴はそのまま貫通させる。

外板と内板に、底板を取り付ける穴を開ける。それぞれ裾の部分は穴開け時の保持が難しい。ミニフライス盤のステージを机からオーバーハングさせて、材料をそこに引っ掛けて片手で保持し、穴を開けた。これでもハンドドリルで開けるよりずっと安定する。

底板には、16×6mmの真鍮平板を使用した。所定の長さに仕上げ、まず両端に固定ネジ穴を開けた。これも机の高さを利用して、材料をぶら下げて開けた。旋盤を用いて開ける方法もあるが、こちらの方が簡単である。

底板を組み込んでクランプで締め、外板と内板の穴を移し開ける。底板には皿モミを入れるのみ。内側には電動ドリルが入らないので、ピンバイスを用いて移し開けた。終わったら底板を取り外して、皿モミを頼りにネジ穴を開ける。

底板を左右からネジ止め。なお内板の固定は、底板以外は、両端中央の各1点のみ。ここもアングルで固定するが、タンク内部に手を入れられないので、ナットは使わずにアングルにタップを立てて、外側から締め付けられるようにした。
どうにか形になったが、この手の板金作業はどうも好きになれない。機械加工のように思い通りにはいかず、あちこちで折り合いをつけなければならない。工作に気乗りがしないこともあり、ここに至るまでに2ヶ月を要した。
