2023年2月 「ボイラー外装(1)」
ボイラーの直径は実機よりひとまわり小さく作っているので、ボイラーとボイラー覆いの間にはかなりのスペースがある。ここを埋めるために、ボイラーに一定間隔でアルミのリングを入れ、それでボイラー覆いを保持することにした。アルミリングは前から通せないので、半円ずつ左右分割とする。

完成したボイラーは缶胴についてもかなり変形が認められ、断面が上下に潰れた楕円になっている。リングを設計するにあたっては、ボイラーの変形度合いを考慮しなければならない。1メートルの金尺をストレートエッジとして使い、更にノギスで各部の縦横の直径を測定しながら、ボイラー全体の形状を求めた。
以下に示す図が形状測定の結果であり、灰色が本来の設計図面で、ピンクで示したのが実測して得た形状である。単に断面が扁平しているだけではなく、缶胴の後端下部が上にへこんでいる。このままだと、ボイラーにランボードなどの外装部品を取り付けていったときに、位置がずれて不具合が生じると予想されるので、これらの誤差をアルミリングの形状で吸収し、ボイラー覆いを可能な限り真円に近づける。

アルミリングの材料は、ボイラー延長で用いたものと同じ、アルミ合金の丸棒をスライスした円盤を使用する。円盤の直径は、動輪直径とほぼ同じで、マイフォードのギャップを利用してぎりぎり旋削できるサイズである。円盤の表面の平坦度が悪く、ねじれがあるので、円盤の表面矯正から始める。大き過ぎて外周を把持できないので、皿ボルトで面板に固定し、表面を矯正する。材料は面板に密着させずに、ワッシャを介して取り付けることで、3点支持とした。

反転して反対側を仕上げるが、固定ボルトより内周は残す。ここは最終的に切り離す部分なので、仕上げる必要はない。肉削ぎの目的で、外径もここで仮仕上げしておく。
バンドソーで半円のリングを切り出す。ここで内部応力開放が起こり、外形が大きく変形した。
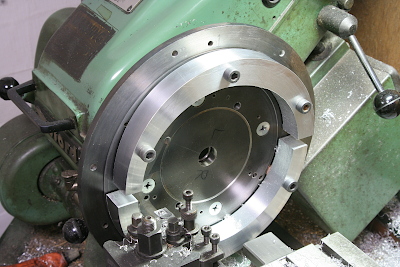
以後の加工では、材料が面板に収まりきらないので、動輪の加工に用いた円盤を再利用し、面板を拡張する。写真はその円盤に、加工物取付穴を追加で開けているところ。この円盤は繰り返しの使用で固定穴だらけであり、空きスペースを探すのも大変だった。

面板に拡張円盤を取り付け、リングを固定して、内外周を仕上げる。
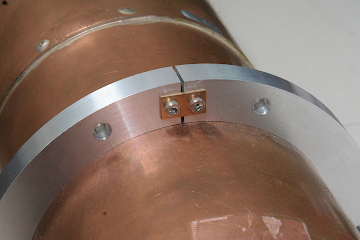
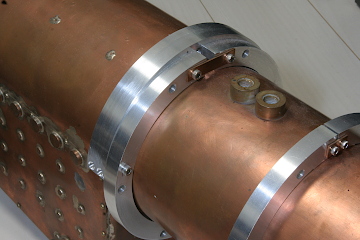
半円のアルミリングは、ボイラー缶胴の左右から取り付けるが、取り付け方法は写真のようにした。上は表裏2枚の帯板で左右を連結し、下は横にボルトを通して締め付けるようにした。ボイラー扁平により生じる下端の隙間には、スペーサーとして銅板を押し込んだ。写真ではわからないが、スペーサーがずれないように内部に真鍮線のピンを通している。

火室部分のリングは上半分のみのドーム型となり、左右分割は不要である。外周と内周が同心円にならないため、一度に旋削はできない。さらに火室の天板も変形により扁平になっており、内周はそれに合わせて左右に拡げた小判型に仕上げる。拡張円盤に横にずらして固定することで、センターをずらして旋削する。写真で、上と下はそれぞれ前後のドームで、横方向にオフセットして固定されている。いずれも加工後に表裏を反転して取り付け、同じ加工をすることで、内周を、左右対称の小判型に仕上げる。
火室前端のドームは、缶胴の根元のリングと密着させ、リングにネジ止めして保持する。リングからドームに固定穴を移し開ける際、穴の位置が缶胴に近すぎて電動ドリルのヘッドが缶胴と干渉するので、丸棒でドリルを延長して使用した。


ドームの両端下部には、火室下まで伸びる柱を取り付けるための段差加工をする。フライス盤のステージに固定しにくい形状であり、バイスとクランプを併用した。

火室横の柱は、アルミ円盤の中央の余剰部分から切り出して作った。両端に、接続のための段差加工をする。

後部のドームはそのままだと固定が出来ないので、柱の下端からフックを出して、火室底枠に引っ掛けて止めるようにした。フックは、鋼帯板を加工して作った。
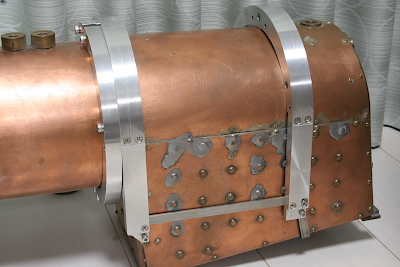
火室部分のドームと柱を組み上げたところ。前後の柱は下端を帯板で接続され、後部の柱はフックで斜め後方に引かれて固定されている。フックを固定するボルトの穴は長穴になっており、フックを強く引っ張った状態で固定できるようになっている。
ボイラー覆いを取り付ける準備が出来たが、それを付ける前に、実機の火室を再現したダミー火室を作製して取り付ける。次回はそれを紹介する予定。