2021年4月 「ボイラー銀ロウ付け(4)」
第4回の銀ロウ付け作業は、内火室後板の修復箇所の銀ロウ付けから開始した。当然ながら、隙間に挟んだ薄板の両面にロウが流れてなければいけないので、薄板の両側にロウを並べて溶かし込んだ。
内火室管板については、目視で光漏れは確認できなかったが、継目の隙間に流れ込んだロウが見えなくなってしまっているので、ロウを追加で流しておくことにした。外から加熱するのだが、最終段階で中からも加熱できるように、煙管の外部に加えて、大煙管の入口もセラミックシートで断熱した。直径1mmの銀ロウをフランジの周囲に並べ、ロウ付けする。



こちらはホローステイ前端の口金のロウ付け。銅パイプに、砲金製の口金を付ける。この後、外火室後板に、ロングステイとホローステイをロウ付けした(写真撮影忘れ)。

底枠の銀ロウ付け。セットアップは写真のように、立てた耐火煉瓦で内火室の天井を支えて、底枠がどこにも触れないようにした。前を高くして、底枠が水平になるようにする。下からの加熱で炎を浴びる煙管は、セラミックシートで保護した。
底の1か所から加熱をスタートし、銀ロウが溶けて裏に流れ出すのを確認しながら、底枠の周囲を1周する。ロウ付け時間は、トータルで約10分を要した。



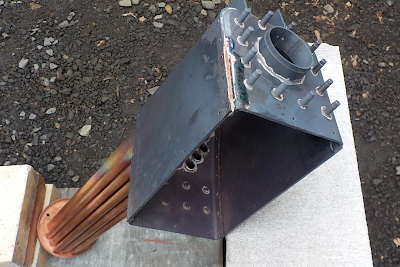
酸洗いをした後の状態。内火室後板の修復で挟んだ薄板が見える。さらに底枠の左右部分と後ろ部分の接合部にも隙間があったので、薄板を挟んでいる。今回の銀ロウ付け作業はここまで。
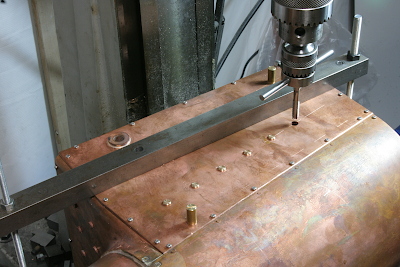
ここから再び自宅で作業となる。最後の加工工程である、サイドステイの取り付け行う。ボイラーをフライスステージに固定し、内外まとめて加工し、ステイを取り付けていくのだが、まず対角線の両端の2本を先に加工して、穴径ぎりぎりのスタッドをねじ込み、内外の板の位置がずれない状態にしてから、残りの加工を行った。平岡氏のK-27記事で紹介された工法である。

サイドステイはリン青銅製で、形状は、本体がφ7、ネジ部がM7*0.75、上端がφ6.9の段差加工である。対角線にねじ込んだスタッドは、φ8の真鍮丸棒をφ7に段差加工して、ねじを切ったもの。

写真は、作業に用いた工具で、加工の手順は以下のとおり。センタードリルでガイド穴を開け、6.5mmのドリルを内ボイラーまで貫通させ、7.1mmのドリルで外ボイラーだけ穴を拡大し、M7×0.75のタップを入れて内ボイラーにタップを立て、サイドステイをねじ込む。6.5mmのドリルは、内ボイラーの穴開け時に先端がブレないように、センターポンチ不要の「クロスシンニング加工ドリル」というものを使用した。
底枠の四隅には、図中にピンク色で示した、膨張受けを取り付ける。これらは、斜めになった底枠を部分的に水平に矯正する部品で、ここを台枠で受けることにより、熱膨張による火室の上下動を防いでいる。
底枠に、膨張受けを取り付けるためのネジ穴を開ける。最終的には銀ロウ付けするのだが、漏れを誘発しないように、止まり穴とした。
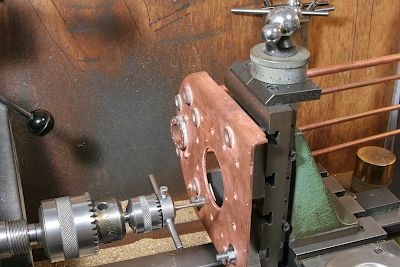
外火室後板に、焚口戸を取り付けるためのネジ穴を開ける。わざわざ旋盤を用いたのは、ロングステイとホローステイが邪魔でフライスに固定できないため。ここは事前に銅板で裏打ちをして厚さが6mmとなっているので、やはり止まり穴とした。忘れないうちに書いておくと、焚口を銀ロウ付けする際にロウでネジ穴が埋まらないようにするために、ロウ付け前に石膏を詰めておく。

銀ロウ付け時に、煙管の保護のためセラミックシートを詰めることが多々あるが、なかなか綺麗に詰められないので工具を用意した。左の円盤が煙管の内径ぎりぎりになっていて、これを煙管の片側から入れて反対側の出口近くで保持し、出口からセラミックシートを入れ、丸棒で突き固める。
以上で、ボイラー完成までのすべての加工が終了となる。あとは最終の銀ロウ付け作業を残すのみ。