2020年5月 「ボイラー型板製作」
ボイラーのフランジ加工の型板は、鋼板がベストだが、C53はボイラーが大きく、型板の加工が大変なので、硬質の木材を使用することにした。比較的安価で手に入りやすい堅木として、ハードメイプルを選択した。どれくらい堅いかというと、タップを立ててねじ止めすることができるくらい堅い。フランジの厚さは11mmだが、型板は強度を考えて20mm厚とした。ハンマリング時に反対側を押える当板についても、同じ材料から作った。最終的に製作するフランジプレートの形状については、先月のレポートを参照してほしい。以下、完成した型板、当板を先に示し、その後に加工法を説明する。
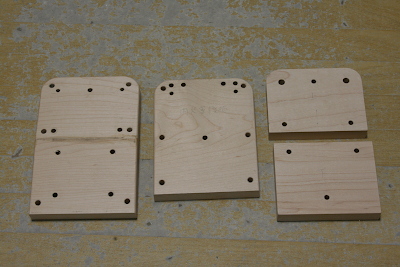
こちらは内火室用である。まず左端が内火室管板用の型板で、途中から折れ曲がっている。折れ曲がった形状を塊から削り出すのは大変なので、上下に分けて作り、エポキシ接着剤で接合した。経験的に、これでも板金のハンマリングに充分耐えることができる。中央は内火室後板用の型板で、こちらは一体だが、断面を傾けて加工する必要がある。右端の2枚は、両者兼用の当板となる。

これは外火室後板用で、左が型板で右が当板である。見た目は同じように見えるが、型板は精密加工が必要で、当板は精度は不要。この型板の断面も、傾けて加工しなければならない。
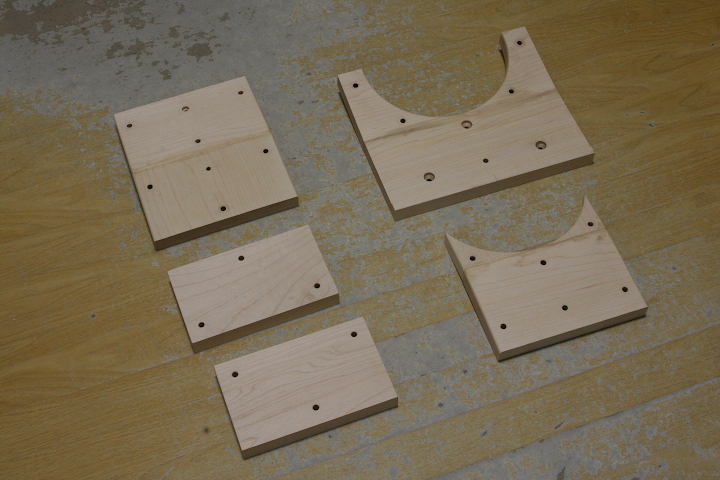
喉板用には、複数の型板、当板が必要である。写真左の3枚は、左右の直線フランジを叩き出すための型板と当板である。型板は上下を接合して折れ曲がりを実現している。下の2枚が当板。写真右は、半円のフランジを叩き出すための型板で、上下それぞれ表裏の型板となる。

ボイラー前端の煙室管板に関しても、フランジ加工が必要。こちらは単純な円盤なので、型板は旋盤で簡単に加工できる。左が型板で右が当板。
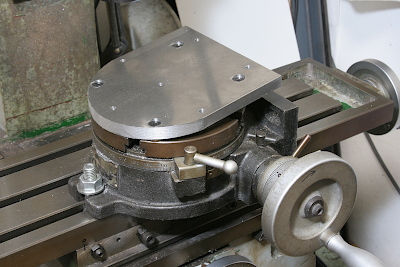
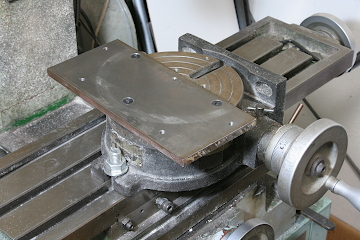
内火室後板と外火室後板の型板は断面が傾いており、ロータリーテーブル上で型板を傾けて加工しなければならない。まず型板を取り付ける鋼板を用意し、それをロータリーテーブル上に傾けて取り付けた。以下、ここまでの手順を説明する。
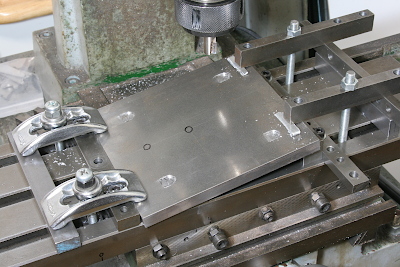
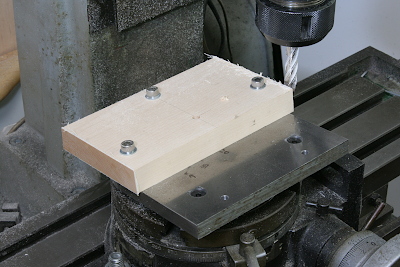
鋼板に斜めの取り付け穴を開ける必要がある。フライス盤のステージに斜めにクランプし、エンドミルで平面を削ってからそこにドリルで穴を開けた。皿ボルトで固定するので皿モミ加工も行う。なお、型板を固定するためのネジ穴については、鋼板に垂直で良い。
鋼板をロータリーテーブルに固定するための支柱。斜めに固定するので、片側の断面を斜めに仕上げる。



型板の材料を鋸でおおまかに切り出し、固定用の穴を開ける。写真は、内火室後板と外火室後板用である。

傾いた鋼板に型板材料をねじ止めして、エンドミルで断面を仕上げる。まずは外火室後板用の型板から。ステージX軸移動とロータリーテーブル回転を併用して、一筆書きでU字に仕上げた。
同様に、内火室後板用の型板を加工する。こちらはアール加工の中心が左右2か所あるので、まず片方のアールとそれを挟む2辺を仕上げ、取り付け直して反対側のアールと辺を仕上げる。写真ではわかりづらいが、型板と後板の間にスペーサーを入れてエンドミルの刃先を逃がしている。ベースが傾いているので、縦切削中は、エンドミルの高さを段階的に変える必要がある。


こちらは喉板の下材料用の断面の加工。アール加工は必要ないが、治具の傾きを利用して断面を斜面に仕上げるために、ここで加工した。上下接合型の型板は、このように片側の断面を斜めに削ることで、接合後に自動的に折れ曲がった形状になるようにした。
型板の上部エッジは、Rカッターでフィレット加工をする。ここはRカッターの刃先高さが一定になるので、型板は傾けずにロータリーテーブルに直接平固定して加工している。



内火室管板は途中で折れ曲がっているが、上半分は鉛直なので、ロータリーテーブルに直接固定し、断面削りとフィレット加工を同時に済ませた。

喉板の型板は、成形時のズレ防止のため、段差を削っておく。正面フライス加工で段差を削り出す。
喉板の型板の半円部分を仕上げる。削る半円の半径が、ロータリーテーブルの半径とほぼ一致するので、大型の鋼板を取り付けてステージを延長した。


煙室管板用の型板は旋盤で外形加工をして仕上げる。写真は、エッジのフィレット加工をしているところで、フライス用のRカッターをバイト代わりにして加工している。

型板に木材を使用した場合、ハンマリングで型板が圧縮されて、抜けなくなることがある。この対策として、念のため、各型板にリフトアップ用のネジ穴を開けた。最初にも書いたが、ハードメイプルにはタップを立てることができる。切ったのはM8の並目。
当板についても、型板と同様の方法で製作するが、型板ほどの精度は不要である。