< Axle Driven Pump Completion >

The ram and the strap are connected by a pin turned in the lathe. As usual, the pin is secured with a washer and a smaller split pin.

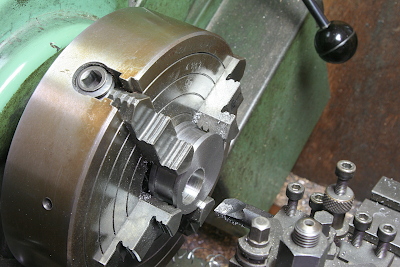
The photo shows drilling a 1.2 mm dia. hole on the pin for the split pin. Utilize a center drill before the 1.2 mm drill.
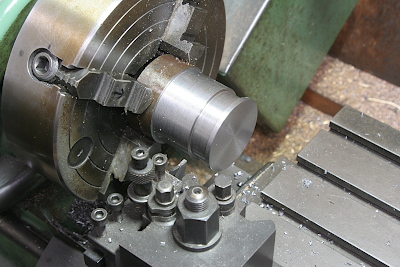
The eccentric sheaves in the straps are turned from 50 mm dia. steel round bar. Turn groove for the strap is turned by a parting tool.
The groove diameter is finished by fitting the actual straps.
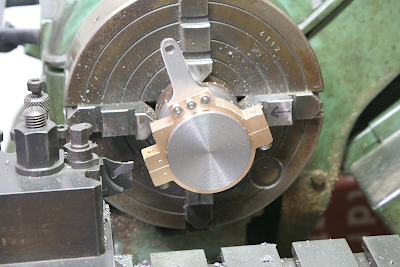
Part off the eccentric sheave, chuck in the four-jaw with desired eccentricity and open a hole for the axle. The hole is drilled and finished with a boring tool. Finally a screwed hole is opened in the groove for securing the sheave on the set screw.

In order to determine the sheaves' position and to prevent slipping, drill small recesses on the axle to catch the set screws.

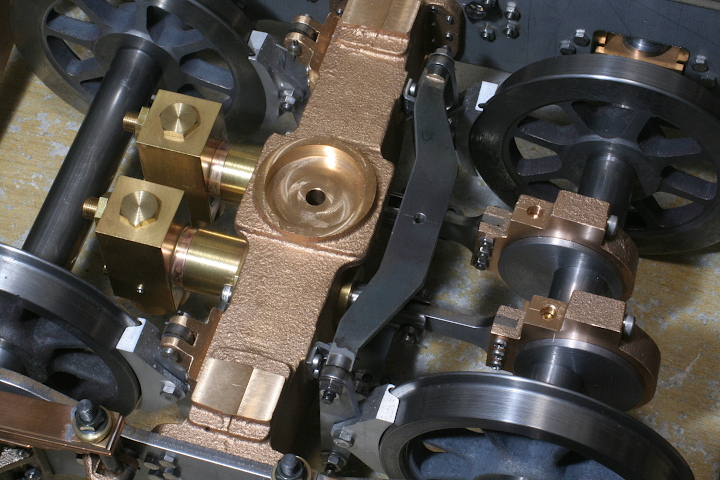
The sheaves are fixed on the axle. The two pumps are driven in 180 degree phase difference.
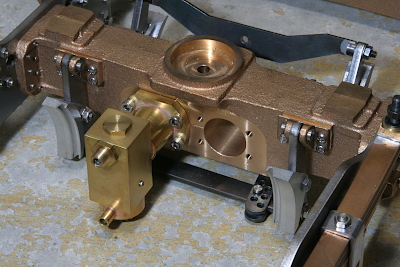
The two pump bodies are fixed in the bolster with their flanges. The photo shows after mounting a pump.
The axle driven pumps are totally assembled, although the pumps currently can't be driven because the wheels have not glued onto the axle yet. It will be done after painting.