2019年6月 「軸動ポンプ本体(1)」
テンダーで駆動する軸動ポンプを製作する。サイズは以前の設計時より多少増やして、ボアを14mm、ストロークを16mmとした。それでもスリップするまでの安全率は4.2倍となる(2018年10月の計算参照)。ポンプ本体は、25mmの真鍮丸棒と真鍮角棒を組み合わせて作る。丸棒部分がボアで、角棒部分が弁室となる。丸棒部分には、ポンプを枕梁に固定するためのフランジが付く。
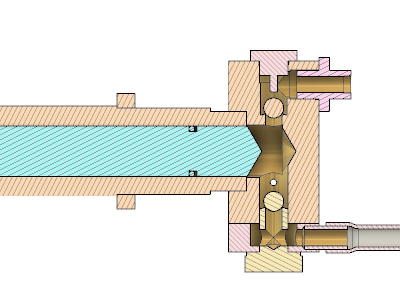
弁室は、下が入口、上が出口で、それぞれ逆止弁を備えている。上の弁座は直接本体に形成し、下の弁座はプラグの先端に形成する。下はプラグと本体の間に中空のドラムが入っており、タンクと接続するための銅管が付いている。プラグには竪穴と、そこを貫通する横穴が空いている。水は銅管を通ってドラムの内部に入り、プラグの中を通って弁室に入る。出口側は背面にニップルがあって、ここに耐圧配管が接続される。

本体を作る前に、プラグ類から作製した。いずれも真鍮丸棒または六角棒から旋削して作る。まず本体頂部を塞ぐキャップから。先端の細い部分は、球弁のストロークを制限するためのものである。
こちらは水の出口となる本体背面のニップルで、袋ナットとフェルールで配管に接続される。接続法は未設計だが、台車が転回するので、樹脂などのフレキシブル配管とする必要がある。真鍮六角棒の、片側を加工して突っ切り、ヤトイにねじ込んで反対側を加工し、穴を貫通させる。



下部に接続するプラグとドラム。プラグの先端は弁座となっていて球弁が載る。ドラムには接続用の銅管が銀ロウ付けされている。ここは圧力のかからない部分であり、シリコンチューブを差し込んで、上のタンクから給水する予定である。

弁座のシーティングは、旋盤を用いる方法で行った。シーティングツールは、丸棒に球弁がぎりぎり入る穴を開け、ロックタイトで球弁を接着したもの。ここでは硬度の高いクロム球を用いている。三爪チャックで弁座のエッジを75度に加工した後、シーティングツールを心押しドリルチャックし、主軸を高速で回転させ、ごく軽く一瞬押す。やり過ぎると球弁が面取りされてシール性が悪くなるので注意。

下部プラグには、ドラムからの水を通すための横穴が必要である。六角棒が残った状態でバイスチャックをしてクロス穴を開ける。この後、ダイスでネジを切り、所定の長さで突っ切って完成となる。

続いて本体のボアを準備する。25mmφ丸棒に14mmφの穴を貫通させるが、14mmφのリーマを持っていないので、中繰りバイトで仕上げた。これに段差加工をして完成となる。角棒に挿入する先端部分を22mmφとし、そこからフランジを入れる位置までを24mmφとした。後者の段差は、フランジの位置を決めるためのものである。(続)