2019年2月 「炭水車台車台枠」
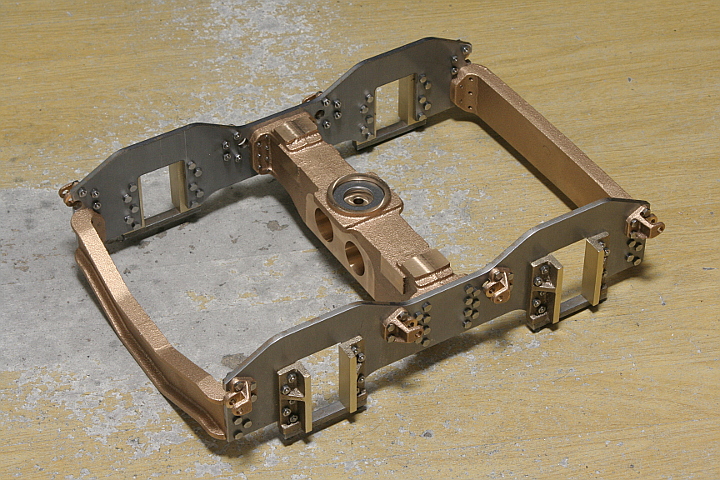
台車の主台枠は、中央を枕梁、両端を横控で接続され、リジッドな枠構造となる。枕梁と横控はいずれも砲金鋳物で、必要な加工をして取り付ける。枕梁の中心には、台車転向のためのスラストベアリングを入れる。横控は、前後で形状が異なっており、連結器のある側は連結器の下に逃げる形状となっている。

まず枕梁から加工する。中央部上面と両端上面をフライカッターで仕上げて、高さ方向の基準面とする。両者は同じ高さとなる。
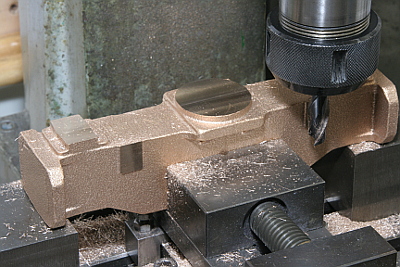
枕梁の前面の2か所と背面の2か所に、ブレーキハンガーを釣るブラケットを取り付けるのだが、そのための矩形の面を仕上げる必要がある。上のセットアップのままエンドミルの側面削りで仕上げる。これが前後方向の基準面となる。
反転してステージに固定する。さきほどの前後の矩形面を基準にしてステージと平行に取り付ける。この状態で、左右の主台枠取り付け面を仕上げる。まずラフィングエンドミルで荒削りをして、通常のエンドミルで仕上げた。20mmのエンドミルで加工したが、上下の加工距離が長く、ビビリを止めるのに苦労した。このクラスのフライス盤で限界のサイズである。

そのままフライカッターで底面を仕上げ、中央のピボットピン穴を開ける。本来は12mmの穴が必要だが、この時点では5mmとする。
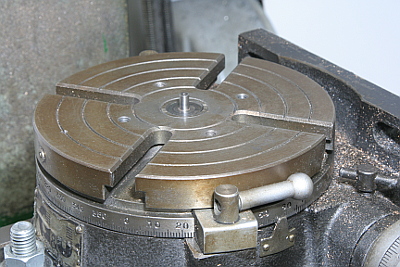
ステージにロータリーテーブルを固定し、中心のテーパー穴に、5mmの突起をもつアーバーを入れる。ここにさきほどの穴を差し込んで芯出しをする。
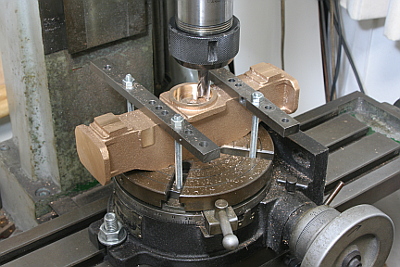
上からピボット穴を貫通させ、さらにエンドミルで、スラストベアリングを入れるザグリを掘る。旋盤で旋削できれば造作もないのだが、加工物が長すぎて旋盤の振りにおさまらないので、ロータリーテーブルを使用した次第である。
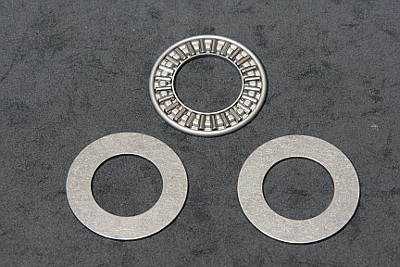
スラストベアリングは、円盤状のベアリング本体をワッシャで挟んだ構造をしている。上下のワッシャがそれぞれの軸端に密着し、放射状のローラーにより円周方向に転がる構造である。
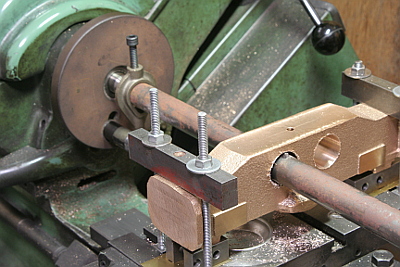
軸動ポンプを入れる25mmの穴を開ける。軸を合わせて旋盤のテーブルに取り付け、ドリルで16mmまで拡大し、ボーリングバーを四爪チャックしてさらに24.7mmまで広げ、最後は裾えぐり加工で仕上げた。

軸動ポンプは、フランジを使用して取り付けるが、凹凸のある鋳肌にねじ止めするのは好ましくないので、薄く削って垂直面を出しておく。フライカッターで必要範囲だけクリーニングした。枕梁の切削加工はこれで終了となる。
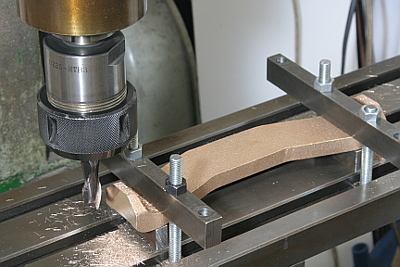
続いて横控を加工する。必要な加工は、両端の取付面の仕上げのみで、エンドミルの側面削りで仕上げた。ちなみに、枕梁、横控の全長は、いずれも206mmである。
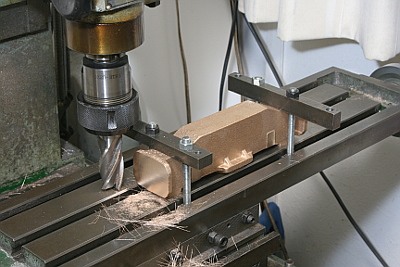
枕梁、横控とも多数のボルトで固定されるが、まず、それぞれ基準となるひとつのネジ穴を開けておく。フライス盤のステージ上に立てて、下のフランジ面をステージに押し付けて固定し、加工した。フライス盤の懐ぎりぎりの高さだった。


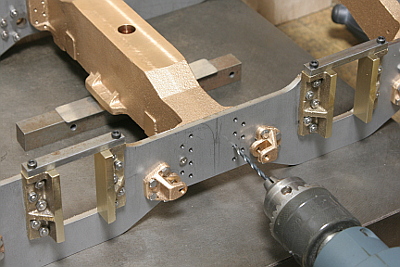
これらのネジ穴を用いて、枠構造を仮組みし、瞬間接着剤を流して仮固定し、残りの穴を主台枠から枕梁、横控に移し開ける。M3のネジ穴にするので、貫通はせず、3mmドリルで皿モミを入れるだけ。

再び分解し、さきほどと同じ方法でステージに固定し、皿モミを頼りに2.5mmの下穴を開け、M3のタップを立てる。
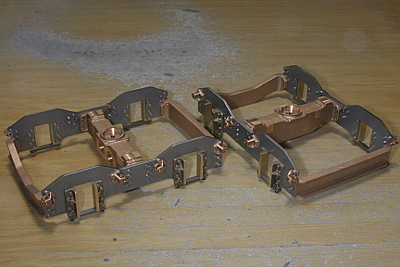
枕梁は、他の部品を取り付けるネジ穴の加工が残っているので、仮の固定となる。その他の部品は、ネジ用ロックタイトを用いて最終組み立てとした。塗装は、この状態でまとめて実施する予定である。