2019年1月 「炭水車軸箱守」
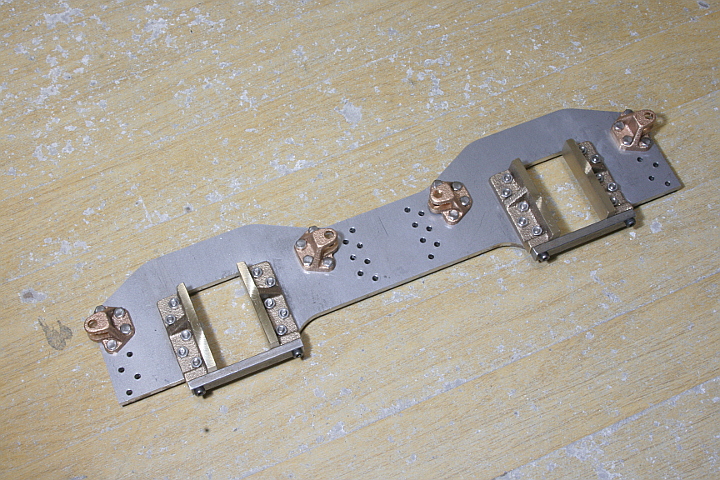
炭水車の台車の主台枠(側板)には、軸箱を保持する軸箱守と、板バネのバネ吊を保持するためのバネ承が取り付けられる。軸箱守はアルミ青銅鋳物である。軸箱が砲金なので、同じ材質の摩擦による偏摩耗を避けるため、あえて特殊な材質とした。左右は個別の部品になっており、それぞれボルトで主台枠に固定される。左右の軸箱守の下部は、平鋼から作った軸箱守控によって閉じられる。軸箱守の外側にある鋳物部品がバネ承で、こちらは砲金製。
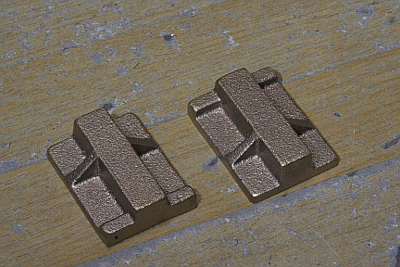
まず軸箱守から。材料代節約のため、左右対称なものを一体で鋳造してもらった。アルミ青銅の色は真鍮に似ているが、真鍮や砲金よりも固く、アルミと同様にハンダ付けが困難である。
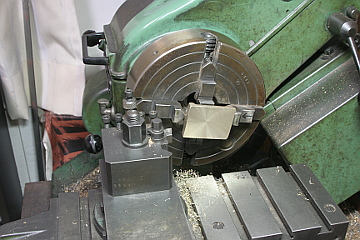
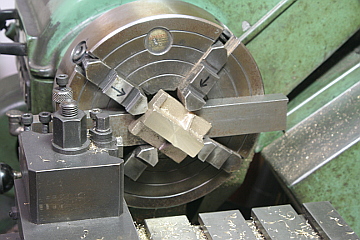
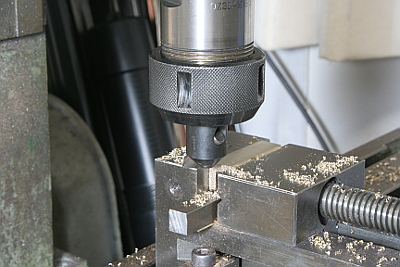
四爪チャックでまとめて裏面を仕上げ、反転して表面のツバ部分を削り、厚さを仕上げる。チャックの際に下に平鋼を入れて裏面と平行にチャックし、平鋼を抜き取って旋削した。
バンドソーで2分割し、軸箱摺動面をフライカッターで仕上げた。
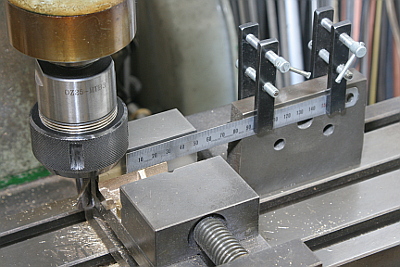
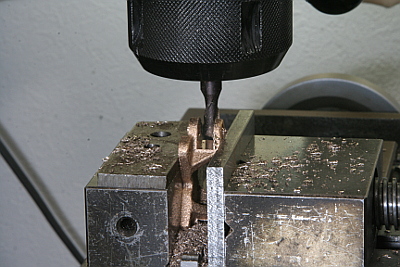
軸箱守の底には軸箱守控を取り付けるので、面を仕上げておく。ここはエンドミルの側面フライスで仕上げたが、中間のリブの位置を基準に仕上げるため、金尺をバイスの中に侵入させてチャックの横位置を決めるようにした。

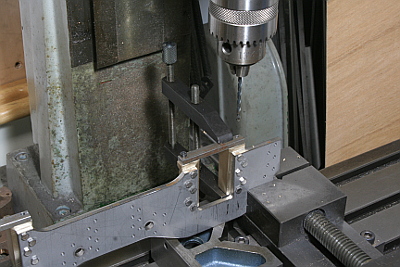
主台枠は4.5mmのレーザ加工板である。中央付近にバネ承のピンを逃がす8mmの穴が開いており、これを利用して左右の板をボルトで固定し、左右まとめて穴開け加工する。ここで、主台枠に開ける穴はすべて開けておく。基準とする1穴をけがき、主軸のセンターをそこに合わせてステージ座標をゼロリセットし、他の穴の位置は座標管理で求めた。センタードリルから開始して、ドリルを貫通させる。穴はすべて3mmである。

軸箱守のうち、向かって左側の部品のみ、ここで固定穴を開ける。主台枠と同様に、座標管理で開ける。経験上、この方法を用いれば、移し開けをしなくても穴位置がピッタリ合う。バイスを横向きに固定しているのは、軸箱守の方向を主台枠穴開け時と合わせるためである。
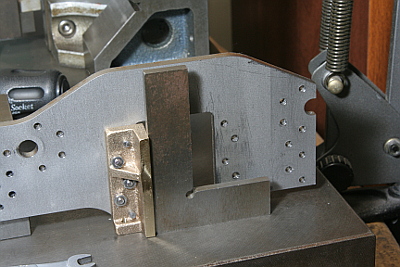
穴を開けた部品を主台枠に取り付ける。位置を正確に合わせるため、5穴のうち最上と最下の穴に3mmのピンを打ち込み、残りの3穴をM3のボルトナットで固定してから、上下のピンを打ち抜いてボルトナットで固定した。念のため、スコヤで摺動面が鉛直になっていることを確認する。
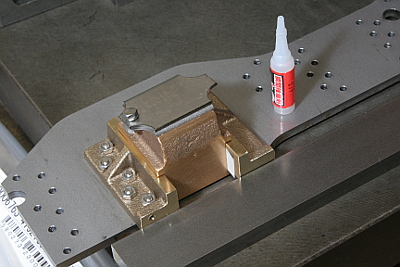
向かって右側の軸箱守を位置決めして、瞬間接着剤を隙間に流して仮固定する。組み合わせる軸箱を入れ、遊びを確保するため、0.05mmの新聞紙1枚を挟んで位置決めした。

軸箱守をそのままクランプして、主台枠の穴を軸箱守に移し開ける。1穴貫通したらボルトナット固定し、クランプを持ち替える。すべての穴を移し開けたら、一度分解して、ドリル穴のバリと接着剤を取り、左側の軸箱守と同じ方法で組み立てる。

軸箱守控は、平鋼を所定長さに仕上げて穴を開けたもので、これもM3のボルトで軸箱守に固定する。
左側の軸箱守にM3のネジ穴を開けて軸箱守控を固定し、反対側の穴は軸箱守控から移し開ける。3mmのドリルで皿モミを入れ、それを頼りに2.5mmの穴を貫通させ、M3のタップを立てる。

続いてバネ承を加工する。これも材料代節約で2個1組で鋳造してもらった。
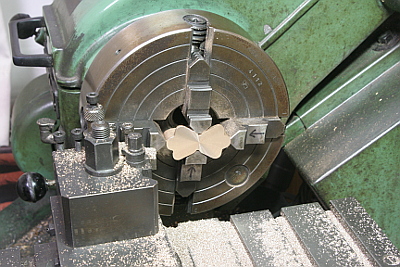
四爪チャックで裏面を仕上げる。

ドリルで固定穴と軸受穴を開ける。軸受穴にはリーマを通す。軸受裏面にはザグリが入っており、エンドミルでザグリを入れておく。ここでも、穴位置はすべてステージの座標管理で決めた。
スリット部分をエンドミルで削り取って仕上げる。

最後に左右を鋸で切り離し、ヤスリで仕上げて完成。