2018年11月 「炭水車車輪」

まず車輪の鋳物から加工する。加工に先立ち、チルの除去のため熱処理をした。チルがあったわけではないが、念のための処理である。電気炉で850度まで加熱して徐冷(炉冷)する。電気炉が小さいので、5回に分けて焼鈍した。
切削の工程と使用する治具は、先台車・従台車と全く同じだが、タイヤコンタは、強度を上げるため、先・従輪よりもフランジ角度を大きくして、動輪と同じコンタにした。
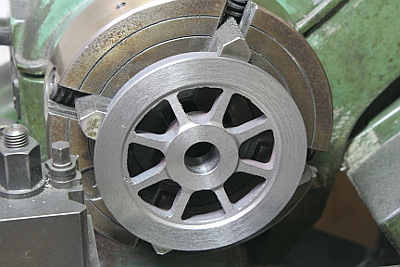
四爪チャックでおおよそセンターを出してチャックし、裏面を仕上げ、軸穴を開け、スポーク部分に座繰りを入れる。ここは三爪チャックでも良いのだが、手持ちのものはサイズが小さく、車輪をチャックできなかったので、四爪を使った。

低速で長時間の切削になるので、削り過ぎによる失敗防止のため、リミットスイッチでモーターの電源を落とすようにした。この手の小細工は過信してはいけない。あくまで補助手段である。
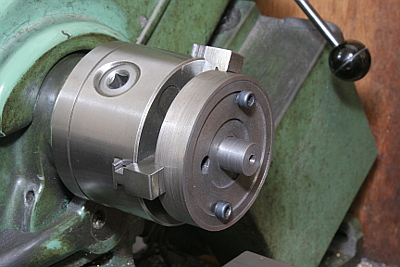
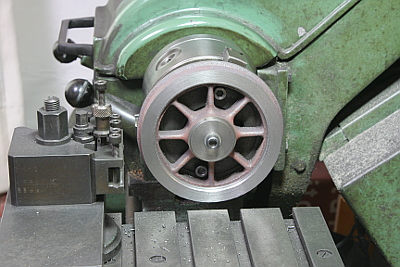
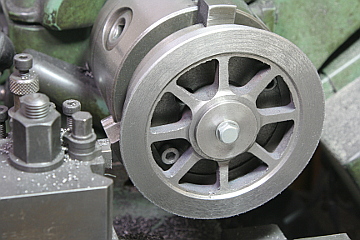
残りの加工をするためのヤトイ。これは先台車・従台車だけでなく、ウイリアム・ハンスレットの動輪も含めてずっと使い回してきたものだが、センターのボスだけは毎回入れ替えて、チャック後に旋削してセンターを出し直している。さらに最外周のリム部分も毎回薄く削って垂直面を出し直している。中周の2本のボルトは、スポークの間に通して、車輪の回り止めをするためのものである。
表側(ボスとリム)はヤトイに取り付けて切削する。
片刃バイトの先端を計算通りの座標で動かして、細かいステップでフランジ形状を削り出す。写真は裏面側のアールを削っているところ。最後にヤスリでステップの段差を取って仕上げる。

予備の1枚を含めて9枚削ったが、いずれも巣は出なかった。細かいピンホールはあり、一番程度の悪い1枚を不採用とした。

車軸は20mmのS45C丸棒から削り出す。旋盤で両センター加工をするため、まず端面を仕上げてセンタードリルでセンター穴を開ける。太すぎて旋盤の主軸を通らないので、固定振れ止めで右端を保持して加工した。
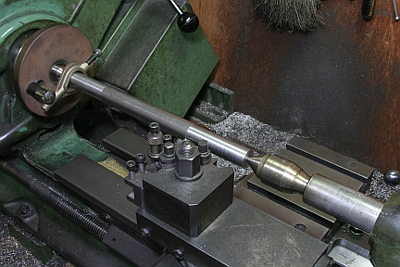
両センター加工で段差部分を削る。ここではまず車輪とのはめ合い部分だけを削った。車軸の両端は、軸箱に圧入したローラーベアリングで保持する予定で、そのための段差加工も必要だが、ベアリング圧入の締めしろで、はめ合いの具合が変わってくるので、加工は先送りとした。
車輪を借入れした状態。最終的にロックタイトで接着するが、それは車輪の塗装を済ませて、さらに軸動ポンプ用のエキセントリックを挿入してからである。
