2018年1月 「バルブギア(1)」
加減リンクができたところで、バルブギアの他の部品を作っていく。説明が遅れたが、バルブギアの設計は、実機をスケールダウンしたものを基本としている。ただしリードを0.8mmから0.4mmに短縮し、その分、ラップを3.6mmから4.0mmに拡大した。目的は、過剰なリードが原因で多発したと言われる「発進不能現象」を防止するためである。ラップを拡大するとカットオフが減るが、フルギアを多用するライブではむしろ都合が良い。実機からの設計変更は、ポート幅を4.8mmから5mmに拡大するだけで、それ以外の全ての寸法はスケールどおりで良い。ポート幅は、蒸気室ブッシュの作製時に加工済みである。

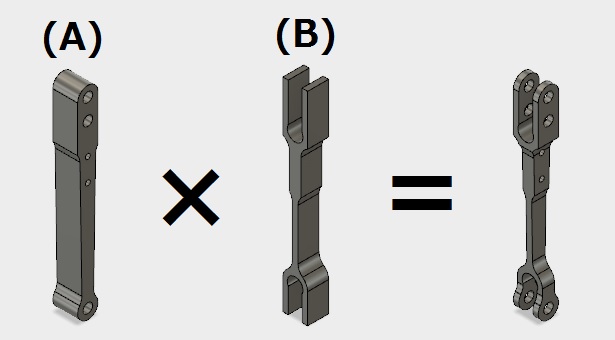
まず合併テコから作製した。合併テコは両端がフォーク状になったリンクである。上のフォークは、バルブクロスヘッドを組み込むために、分割構造になっている。形状は立体的で、幅と厚さがほぼ等しく、バルブギアのリンクの中では最も複雑な形状である。今回より、完成写真を先に出すことにした。この方が工作のステップがわかりやすいと思うので。
三次元CADでモデリングするとわかるが、この複雑な形状は、2方向からのプロファイルを重ねあわせて表現される。加工も同様に、2方向から全く別の加工をすることになる。動輪のロッドを含め、バルブギアの部品はすべてこの方法で加工する。便宜上、Aを幅手方向、Bを厚さ方向と呼ぶ。合併テコは、厚さ方向から先に加工した。

材料はSS400の平鋼。シルエットの凹部分は、事前に弧を削って仕上げておく。エンドミルを縦に動かして掘る方法で、バーティカル加工とか、プランジ加工と呼ばれている。力の掛かり方が複雑で、食い込みを生じる場合があるので注意が必要である。フォーク部分は、底を丸穴として貫通してから、叉を切り開いた。

凹の間のストレート部分を仕上げる。ここで使用した治具は、合併テコのほとんどすべての加工で使用した。ここでは治具を直接ステージにボルト固定して使用している。

ストレート部からフォークに至る部分は凸R加工が必要であり、ロータリーテーブルを用いて加工した。ここでも同じ治具を回転テーブルに固定して使用している。

ここから幅手方向の加工に移る。こちらも同様に、先に凹部分をバーティカル加工する。
端部のRはロータリーテーブルで仕上げる。本体と、上のフォークの分割材それぞれについて実施した。



加工には、12mmのエンドミルを3種類使用した。写真右より、二枚刃エンドミル、ラフィングエンドミル、そしてスローアウェイチップのエンドミルである。仕上げの直前までラフィングエンドミルで加工し、最後の0.1mmだけ通常のエンドミルで仕上げる。スローアウェイは、前述のバーティカル加工専用に使った。この加工法ではエンドミルの先端がすぐ摩耗するので、スローアウェイにした次第である。ただし切れ味は通常のエンドミルより劣る。
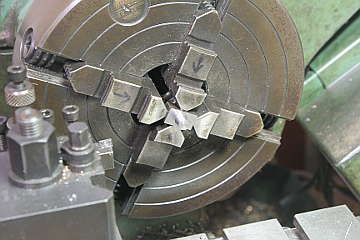
合併テコとピストン弁棒は、バルブクロスヘッドを介して連結される。バルブクロスヘッドはブロック形状で、左右には合併テコを貫通するピンが出ていて、前後には弁棒をねじ込むネジ穴が貫通している。ピンも含めて角材から削り出した。本体を四爪チャックして片側のピンを削り、反転してコレットチャックで反対側を同心円に削り出す。コレットチャックは自作の真鍮スリーブを併用している。


バルブクロスヘッドは合併テコで挟まれ、さらにその外に、蒸気室後蓋の中でスライドする矩形板がはめ込まれる。

続いて、合併テコとクロスヘッドをつなぐ結リンクを作る。小さな部品だが、これも幅手方向、厚さ方向双方の加工が必要で、さらに両端のヘッド部には油壺がねじ込まれている。
こちらは大きめの材料を用いて、くびれ部分をすべて事前の穴開けで済ませた。さらに肉削ぎのためドリルで捨て穴を開けた。左が穴開けまで済ませた状態、これを帯ノコと糸ノコで切り出したのが右の写真である。


今度は、先に幅手方向のシルエットから加工した。さきほどの治具にネジ穴を追加して再利用した。中央ストレート加工と端部R加工を実施する。


続いて、厚さ方向を加工する。ここでも事前にバーティカル加工をしておく。右の写真は、両端のヘッド部分の厚さを仕上げているところ。治具に固定するネジが使えないので、平行クランプで中央部分を把持している。


油壺のフタはダミーで、丸棒から削り出して作った。下がM3のネジになっている。結リンクと合併テコを接続するピンは、裏から入れて先端にワッシャを入れ、割ピンで固定するようになっている。


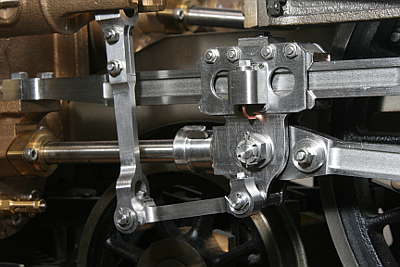
合併テコ、結リンク、クロスヘッドを接続。クロスヘッドにはピンが組み込まれており、ここも前部と同様に、ワッシャと割りピンで固定する。