2010年3月 「気筒(2)」

先月紹介した穴開け治具を使って、気筒の蓋に取り付け穴を開ける。蓋にも治具にも角度を示すケガキ線を入れており、これを合わせてクランプしている。
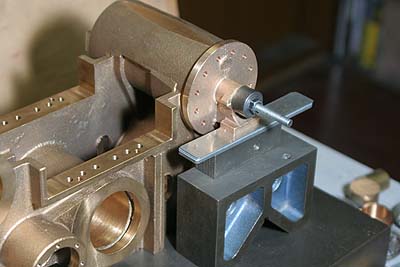
シリンダーブロックへは、蓋から直接穴を移し開ける。このうち後蓋については、スライドバー取り付け面を正確に水平にする必要があるので、定盤の上で平行出しをした。写真は外側シリンダーの角度を出しているところ。内側シリンダーについては、軸が傾いているので、シリンダーのボーリングで用いた治具を敷いて平行を出した。

ここのネジはM4で、まず4mmのドリルで皿もみを入れ、蓋を取って下穴を掘り、タップを立てた。蓋1枚について穴12個で、合計72個になる。この作業のためにタップを新調したおかげで、気持ちよく作業が進んだ。
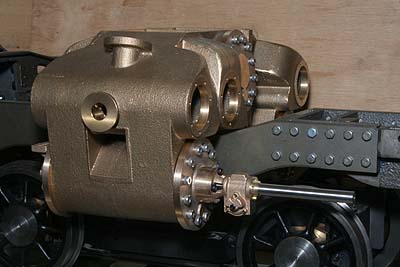
前後の蓋と尻棒を仮組みしてみた。蓋の直径がシリンダーの取り付け面より大きいが、これはシリンダーブロックの鋳物に前後のフランジがないためである。木型が前後分割なのでフランジを表現できなかったのだ。その分、ネジ止め位置を実機より内周に寄せている。ボアサイズをスケールよりやや小さくしているため、こういうことができる。
ボアを小さめにするのはライブスチームの常套手段である。実機ほどパワーが問題にならないライブでは、いたずらにボアを大きくしても熱損失が増えるだけなのだ。なお完成時には気筒蓋にもカバーが付き、ボルトはすべて隠されてしまう。

シリンダーブロックの天板も砲金鋳物で用意した。両端に煙室を受ける斜面が形成されている。まず底の取り付け面を加工する。事前に、定盤+サンドペーパーで斜面頂部のガタを取り除き、頂部をステージに当てて、写真のようにクランプした。クランプが斜面を滑らないように両側を止めている点に注意。平面が変形しない程度に締め付ける。これをエンドミルの正面削りで仕上げる。

反転して上面を仕上げる。斜面を削らないように角度調整が必要。加工中のズレ防止のため、天板の両側を横から平鋼で押さえている。

固定穴は、M4の皿穴となる。まず裏面から丸穴を開ける。XYステージの座標で位置を決めた。
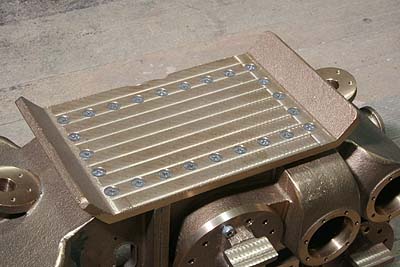
表から皿もみカッターで皿穴化し、シリンダーブロックにネジ止めする。一部ネジが硬い部分があったので、四隅の穴を除いて、穴をφ4.2に拡大した。なお、天板の中央には排気管の穴が必要だが、穴のサイズが未定なのでまだ開けていない。
来月から海外に長期出張することになりました。中途半端ではありますが、しばらく休刊とさせていただきますので、ご承知おきください。年内には再開できる見通しです。