2009年12月 「蒸気室蓋(1)」

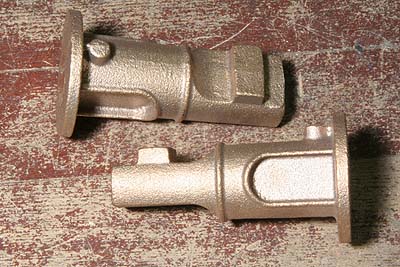
蒸気室内部ができたところで、前後の蓋を加工する。グレズレー式弁装置を持つC53の蒸気室前蓋は特殊な形状をしている。鋳物ですべての形状を表現するのは無理があり、内部のグランド部分は別部品とする。さらにグランドが入る筒部分はあとからボーリングで開ける。

先端に伸びた軸受部分は上下に分割されており、まずここから加工する。上下部品を固定するネジ穴の下穴を貫通させてから、0.3mmのメタルソーで上半分を切り取り、そのまま下半分にタップを立てる。この時点で前後の油壺のネジ穴も開けておくが、先端の穴は浅い穴にとどめておく。

上半分は穴をネジ外径まで拡大する。分割面はオイルストーンで研磨して平面を出し、組合せを刻印して、仮組みしておく。

両端にセンター穴を開ける。先端は上下分割線上、後端はフランジのおよそ中心位置に開ける。
これを旋盤で加工するのだが、形状が特殊なので普通の方法ではチャックできない。そこで適当なサイズの鋼管を利用してチャックすることにした。主軸に四爪チャックを取り付けてからセンターを入れ、心押しにもセンターをセットして、まずは両センターで支持する。心押しを強く押しつけると加工物が弾性変形して芯がずれるので注意が必要。

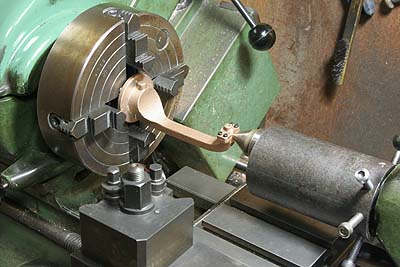

この状態で鋼管を四爪チャックし、そこからネジを内側に向けて突き出し、加工物を周囲から押さえつけるようにして固定した。ネジの先端はあらかじめヤスリで平らにして、鋳肌に傷が付かないようにする。ネジの締めつけが不均一だとセンターがずれてしまうので、ダイヤルゲージでライブセンター側面の位置がブレないことを確認しながら締めつける。

これでまず先端の軸穴を貫通させる。

左右を反転して、さきほどと同様に芯出し固定し、後端フランジの正面と外径とを仕上げる。チャックの力が弱いので、加工物がずれないように慎重に加工した。

グランドが収まる穴を開ける。13mmまでドリルの径を少しずつ拡大して開け、12mmの中繰りバイトで拡大し、最後は22mmの中繰りバイトで仕上げた。穴のサイズは約24mm。

分解して先端油壺のネジ穴を貫通、タップ立てすれば加工終了。
後蓋(外側蒸気室)も同様に、鋼管で固定して加工する。グランドが入る穴は止まり穴となる。穴を開けると側面の窓が開くように鋳物を設計している。


先端側を加工しているところ。ドリルで穴を貫通させ、中繰りで拡大すると、穴の上下が開口する。この加工は、続くフライス加工のための肉削ぎが目的。
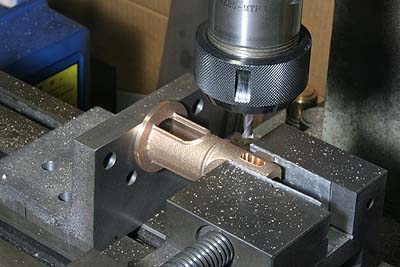
左右側面の小判型の小窓をエンドミルで開ける。くぼみを入れるだけで、あとから内部を加工すれば自動的に貫通する。これは鋳物で表現しておいてもよかった。バイスの左にアングルを垂直に取り付け、ここにフランジを密着させて前後上下の角度を出している。
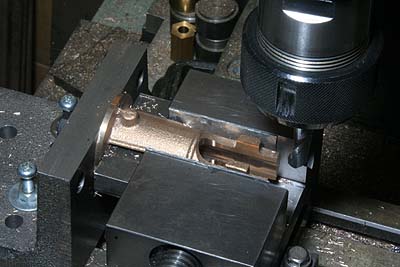
内部の加工はさらに精度を高めるため、角度も合わせた。フランジの正面と側面に十字基準線をけがき、同じく十字をけがいたアングルプレートに固定し、アングルプレートを、スコヤでステージと垂直に固定。最後にバイスで本体をつかんでからバイスを固定する。そして、フランジのケガキ線とアングルプレート面を基準に座標を決め、先端のU字の切り欠きを加工する。エンドミルの正面削りでU字の底部分を縦に加工し、左右の壁は側面削りで仕上げた。
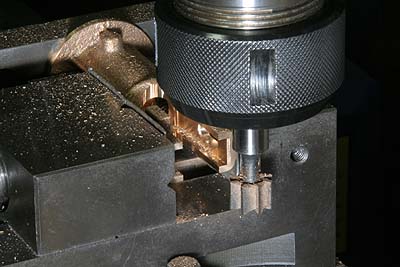
Tスロットカッターで、バルブクロスヘッドが摺動するレール部分を加工する。まず高さ5mmのカッターを上下左右に動かして穴を拡大し、最後は高さ10mmのカッターで仕上げた。溝の終端は刃先を転写したアールになるが、刃先当たり面積が大きくビビリがひどい。そこだけ主軸を手で回し、ステージを微動させながら削った。このあと油壷の穴を開ければ、加工終了となる。

加工の終わった後蓋。ちなみに実物では、バルブクロスヘッドが摺動する面に滑り板が取り付けられているが、それは省略している。

じつを言うと、後蓋のレール部分はスロッターで加工するつもりでいた。そのためにスロッターバイトまで自作した。しかし加工距離が長く、側面がテーパーに仕上がってしまうことが予想されたので、途中からTスロットカッターによる加工に切り替えたのである。無用となったバイトがこれ。5mm角の完成バイトを2個並べてロウ付けし、10mmの刃先を形成している。