2009年10月 「蒸気室ブッシュ(2)」

蒸気通路の穴を開けた蒸気室ブッシュを再び三爪チャックし、内径外径を仕上げる。ここまで仕上げを待ったのは、穴開けで発生するバリを除去するためである。まず外側をチャックして、内側の籠部分を仕上げる。ここは精度は不要。内部の段差部分はテーパーにしておかないと、ピストンリングが段差に引っかかって入らなくなる。ズボラをしてボールエンドミルの側面をバイト代わりにしてテーパーを削った。
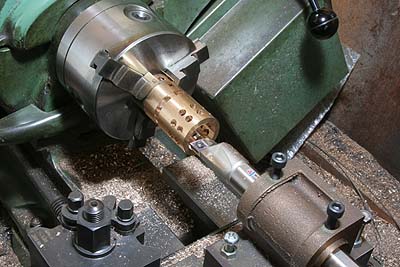
反転して外側の内径、外径を仕上げる。ここでの内径仕上げには、新たに入手した22mmのボーリングバーを使用した。シャンクは20mmで、動輪のキー溝切りに使った自作スロッターの本体部分がそのまま使える。油壷用のネジ穴を利用してボーリングバーを締め付ければ、自動的に芯高が合う。

こちらが元々のスロッター。2007年2月に製作したもの。ほとんど使うことのない工具だが、こんな使いみちがあるとは思ってもみなかった。
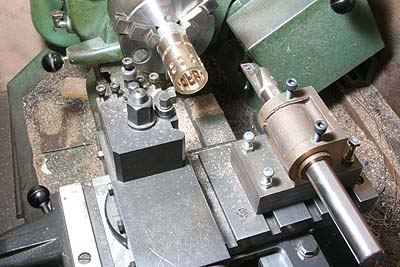
外周削り用のバイトはツールポストに残しておき、段取り換えなしで内径、外径の加工を実施できるようにした。

蒸気室ブッシュの内径は25mmだが、心押しに使うライブセンターの直径が24mmしかないので、このままでは心押しできない。そこで写真のような心押し拡大治具を用意した。材料は手もとに余っていた36mmの砲金丸棒である。これで内径35mmまで心押しできる。

心押しして、Oリングを入れる溝を切る。Oリング挿入時に傷をつけないように、溝の肩部分はヤスリで面取りしておく。

外側の入口を大きくテーパーに面取りする。これもまたピストンリングを入れやすくするため。

ここで穴の周辺の内バリを取り、最後に内径をラッピングして仕上げる。外径25mmのアルミの丸棒から、写真のようなラップを作った。テーパーピンで直径を調整できるようにしている(「ミニ旋盤を使いこなす本〜応用編」参照)。研磨剤にはピカールを使用したが、アルミが柔らかすぎるのか、ラップ側ばかり削れて穴がなかなか拡大してくれない。0.1mmの仕上げしろを取っていたが削りきれず、内径はφ24.95となった。
Oリングを入れて完成。以前も紹介したが、Oリングは直径に比較して線径の細いものが必要で、JIS規格のJASOというものを使っている。材質はバイトン。
