2009年9月 「蒸気室ブッシュ(1)」
シリンダーの組み立てに入る前に、シリンダーブロックを主台枠に取り付けられる状態にしておく。シリンダーブロック下部の凹部分が主台枠の凹部分とクロスでかみ合うようになっていて、載せるだけで位置決めできるが、左右でわずかにガタがある。
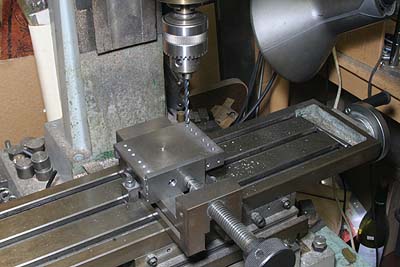
すでに主台枠に取り付け済みの先台車受けをはずし、まずこちら側に取り付け穴を開ける。
![]()
先台車受けを再び主台枠に取り付け、シリンダーブロックを位置決めしてクランプし、電動ドリルで取り付け穴の一部を移し開ける。再び分解して位置決めピンを貫通させて両者の位置を再現し、残りの穴を移し開ける。タップを立てるのはシリンダーブロック側で、下からネジを入れて組み立てるためである。
ネジ穴を移し開ける方法は二種類ある。ひとつは、ネジ下穴径で両方の材料を貫通させたのち分解して、片方はネジ外径サイズに拡大、もう片方はタップを立てるという方法。もうひとつは、片側に最初からネジ外径サイズの穴を開け、この穴を通してドリルで相手の材料に皿モミを入れ、ドリルを下穴サイズに持ち替えて、皿モミで心を出して貫通させ、分解してタップを立てるというもの。後者の方が簡単で、精度も充分である。この場合、分解せずにタップが立てられそうだが、タップ外径はネジ外径よりわずかに大きく、丸穴を通してタップを立てると、丸穴の壁に螺旋の傷が入ってしまう。そうすると、組み立ての際にネジが突っかかって入れにくくなるのだ。

ピンとボルトで組み上げた状態。実機では、先台車が直接シリンダーブロックに固定されている。そしてシリンダーブロックは直接主台枠に取り付けられている。ここでわざわざ「先台車受け」を追加したのは、加工・組立てを容易にするためである。
バルブは実物と同じピストンバルブにする。WILLIAMではピストンリングのないボビン形としたが、今回はサイズも大きいのでピストンリングを使う。そしてリング自体でバルブタイミングを決める「リング締切り形」にする。ピストンリングを用いる場合、リングが蒸気室ブッシュ(ライナー)の蒸気通路から飛び出さないように、蒸気通路は円周上に並べて開けなければならない。シリンダー部品の中ではこれの加工が最も大変そうである。まずはここから片付ける。

蒸気室ブッシュは前後に分割した構造にする。各気筒用に2本で、合計6本が必要。内側気筒用は外側気筒用よりやや全長が長い。中央の給気エリアは、籠と呼ばれる部分で、ピストンバルブと接触しないので、内径精度は不要である。さらに外径もやや細くしておけば精度不要となる。前後分割とすることで、籠部分を仕上げのチャックしろとして使える。蒸気通路は、外から順番に、排気口、ポート、給気口と並ぶが、このうちポートはバルブタイミングを明確に決めるため角穴とする。

丸棒から削り出すこともできるが、トンネル掘りが大変なので、砲金の円筒鋳物を用意して加工する。これを弁室ブッシュ全長の半分+αの長さに切断し、一端をチャックしてまず籠部分を仮仕上げする。内径は本体部分より大きく、外径は小さく仕上げれば良い。

反転して籠部分をチャックし、正面を削って全長を出し、続いて外側の内外を削る。ここも仮仕上げとしておく。続いてインデクスの放射線をけがく。三爪チャックの外周に紙のテープを貼って、そこでインデクス割りをした。写真では見えないが、テープには等間隔に10本の目盛が書き込まれている。

反転して外端部をチャックし、籠側端面からの距離を基準にして、蒸気ポートの角穴を開ける部分に案内溝を切る。この溝がポートの位置と幅を決めることになるので、慎重に位置決めして精度を出した。

端部のケガキ線をたよりに角度を合わせてバイスにチャックし、それぞれの穴を開ける。ポートの溝部分は2mmのエンドミルで穴を拡大して角穴化した。コーナーにアールが残ってしまうが、わずかなのでヤスリで簡単に削り取れる。1本について穴は10列、全部で6本あり、角穴だけで60個、丸穴を入れると240個の穴を開けなければならない。気の遠くなるような作業である。

2週間を費やしてやっと穴開けが終了した。今月はここで時間切れ。