2009年4月 「シリンダーブロック鋳物」
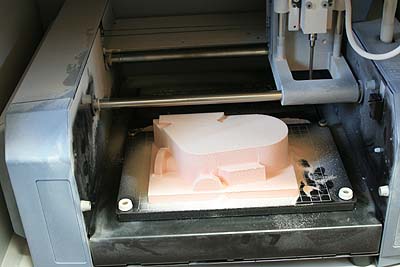
例によってモデラで木型作製だが、現型も中子取りもサイズが大きく、分割しないと削り出せない。現型は、15個の部品に分割して切削し、接着して2個組みの割り型とする。モデラの高さ限界いっぱいまで削るため、ボールエンドミルはR2x50mmのものを新たに手配した。材料は、サンモジュールよりは多少は安い、ドイツ製のケミオレンジというのを使った。
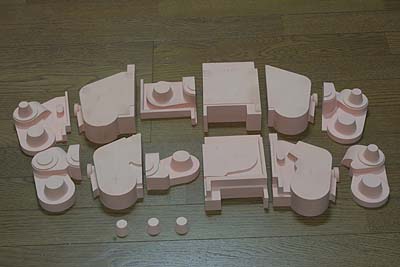
現型の全材料。これだけ削り出すのに約250時間が必要だった。昼夜を問わずモデラを動かし続けたことは言うまでもない。

接着した現型。サイズは横幅だけで30センチ以上もある。幅木部分の色分けは、中子取りとの照合のため。
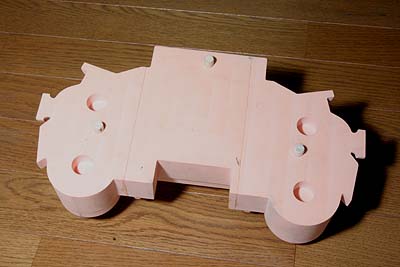
後半分を裏から見たところ。位置決めダボ用の穴は、前後を重ねて片側から半貫通させ、片側だけダボを刺して穴をふさいだ。その他、型抜きのため、見切り面に指を入れる穴も開けておいた。

続いて中子取りを削り出す。抜き勾配は1~2度にした。基本的には割り型だが、抜きにくそうな内部切り取り用の中子取りは、四重構造にした。サイズも大きいので左右分割して削ってから接合した。
鋳造は、以前軸箱の鋳物をお願いした名古屋の非鉄鋳造所に依頼した。予想していたことだが、構造が複雑で肉厚が薄く、やれるかどうかはやってみないとわからないと言う。薄いところに確実に湯(溶かした金属)を回すためには、湯の温度を上げれば良いが、そうすればバリが多発する。通常の工業製品は、バリは御法度とのことだが、今回はバリ不問で湯回り優先で鋳造してもらうことにした。
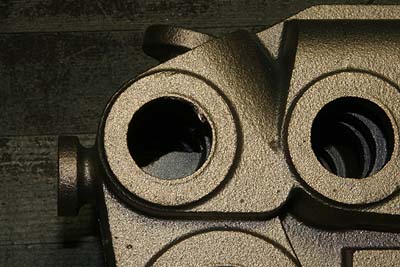
できあがった鋳物。木型の設計が忠実に再現されている。角にアールを付けなかったので、カクカクした外観になってしまった。木型の継ぎ目は段差をなくしたつもりだったが、鋳物に継ぎ目がくっきり残っている。いずれもヤスリで整形する必要がある。

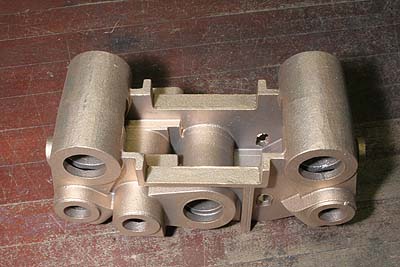
裏返して内部を見る。余分な肉は中子で完全に除去されている。
中子が組み合わさった部分に、よけいな壁が残っている。組み合わせに0.5mmのクリアランスを取ったのだが、余裕を見過ぎたようである。肉厚は0.5mm以下のはずだが、きれいに削り取るのは苦労しそう。

一部の中子型が修正された形で戻ってきた。中子が抜けずに苦労したらしい。いろいろと手作業が入ったおかげで、費用は予定の二倍近く、天賞堂の模型が買えるほどの、痛い出費となった。請求書に、「今後中子型製作ご注意ください」と書かれていた。複雑な中子は単純な割り型ではなく、もっと型を分割して抜きやすくするべきだった。そうすれば結果的に費用を抑えることだできただろう。
とにかく、鋳造できるかどうかの大きな関門は超えることができた。次は、この巨大な鋳物をどうやって加工するかという関門が待っている・・・