2007年7月 「主台枠部品取り付け」
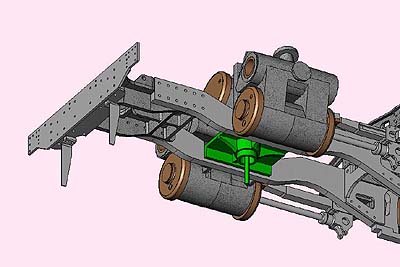
実機のシリンダーブロックは、主台枠の上にまたがり、内側からボルトで固定されている。しかしそのためには内側から外側に向かってネジ穴を開けなければならず、工具が入らない。そこで、主台枠にまず横梁(CGの緑色部分)を付け、シリンダーブロックはこの横梁に取り付けることにした。そして先台車もこの横梁で受けることにした(実機ではシリンダーブロックが直接受ける)。横梁は鋳物で形成し、上面はフラット、下面は先台車を受けるブッシュ形状となる。
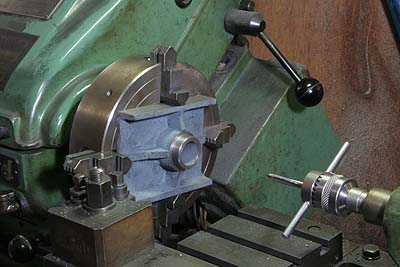
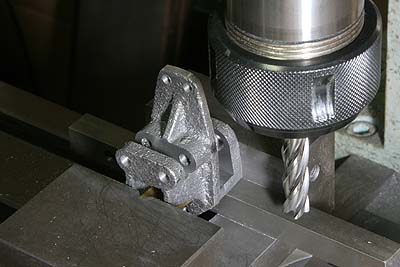
上面となる平面(鋳物では見切り面)を四爪チャックで仕上げ、仕上げ面を下にしてフライス盤のステージに取りつけ、側面を仕上げる。続いて、ブッシュの端面に真鍮板を貼り、中心位置をけがく。これを四爪チャックに移し、センターを出して、真鍮板だけ剥ぎ取り、ブッシュを旋削で仕上げる。先台車はブッシュの外側(直径30ミリ)で受けるので、外側を仕上げることになる。中央の穴は軽量化のための捨て穴で、ここに、先台車の落下を防止するための長ネジが通る。底部分にはネジ穴を開けておく。写真は、加工の最終段階。

主台枠に取り付けた状態を裏から見たところ。すぐ外側にシリンダーブロックがまたがるので、ネジの頭は外に出てはいけない。皿ボルトを使用して固定した。強度を要する部分なので、ここだけM5で固定した。

写真は、主台枠に取りつける鋳物で、左が制動テコ受、右上が前釣合梁受鋳物、右下が後釣合梁受鋳物である。制動テコ受は、レーザーカットで表現していたが、気が変わって実機と同様の鋳物にした。前後の釣合梁受鋳物はややこしい構造で、まずこれらから加工を始めた。
前釣合梁受鋳物の正面断面図を示す。緑の四角が主台枠の断面で、窓の部分なので上下に別れている。鋳物(赤)はこの間に取り付けられ、その表と裏にそれぞれスリットがあり、表でブレーキハンガー(水色)、裏でイコライザー釣合梁(青)を受ける。特にイコライザーには車重がかかるので、鋳物の頂部が主台枠の窓の上に接しており、ここで重量を受けている。なおブレーキハンガーは、この鋳物で第一動輪用と第二動輪用の2本を同時に保持する(C53の特徴)。鋳物はスリットを表現していないので、スリット加工が必要だが、さらにその中間の固定側面と上面も仕上げる必要がある。

まず主台枠に取り付ける側面部と頂上部をエンドミルで仕上げる。ここで頂上部の段差を基準にして、取りつけ穴とイコライザー軸穴も開けておく。続いてこれを反転して、ブレーキハンガーの穴を開ける。
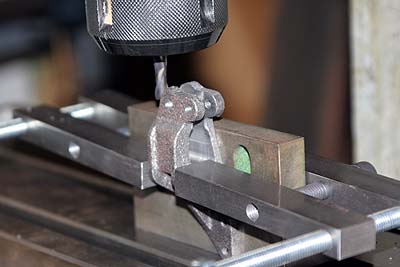
ひっくり返して縦にチャックし、表裏のスリット加工をする。表は6ミリ、裏は10ミリのラフカットエンドミルで、深さ0.5mmずつ掘り進んで、底まで達したら刃先を前後に動かして所定の幅に削り、最後に通常のエンドミルに持ち替えて表面を仕上げた。チャック時は、スリットの根元部分に力がかかるようにする。スリットの開口部をチャックしてはいけない。弾性変形でチャックが緩んでしまうからである。

表裏のスリットに通す軸は、ピンで固定される。そのためのネジ穴を側面から開けておく。実機の図面には割りピン穴と書かれていたが、梅小路のC53では、長ネジを通して両端をダブルナットで固定していた。スケールどおりだとM1.2となり強度不足だし長ネジもないので、M2で非貫通固定することにした。

主台枠に取り付けた状態。主台枠に直接M4のネジ穴を開けた。鋳物の設計ミスで鋳物上面が不足し、窓枠に届かなくなってしまったので、間に2ミリの真鍮板を入れた。写真では見えないが、真鍮板はピンで鋳物に固定されている。
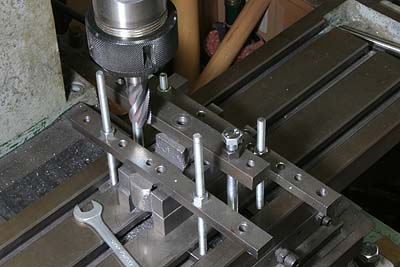
後釣合梁受鋳物は、さらに加工しづらい形状になっている。裏面の平面加工の際は、写真のように上中下の3ヶ所をクランプ固定し、加工する部分のクランプを外して、加工が終わったら再びクランプして、次のクランプを外して加工するという手順で、全面を加工した。

表裏のスリットを加工するが、表のブレーキハンガー保持部は、袋状の加工しにくい形状になっている。エンドミルで左右斜め下からそれぞれ切り込みを入れて、V字のくぼみを削り出した。

周囲のプレートが邪魔でエンドミルがなかなか届かず、おかげで切削が非常に不安定になり、加工面がひどく荒れてしまった。最後にはエンドミルが深く食い込んで、激しい傷まで残ってしまった。裏面なのでこのまま使うつもりだが、WILLIAMの主台枠裏の傷を思い出させる。

主台枠へ取りつけ。実機では表からボルトを通しているが、それだと動輪の横動を取れなくなるので、鋳物側にタップを立てて裏からボルトで固定した。鋳物のすぐ上に、ボイラーを支える板が付く。その取付鋳物と後釣合梁受鋳物とは、一部、取付穴を共有している。
最後に制動テコ受だが、スリットがあるのは内側だけなので、加工は比較的楽である。スリットの断面はキノコ型をしている。まず真横からドリルとエンドミルで楕円を掘り、上下反転して上からエンドミルで縦に掘って仕上げる。

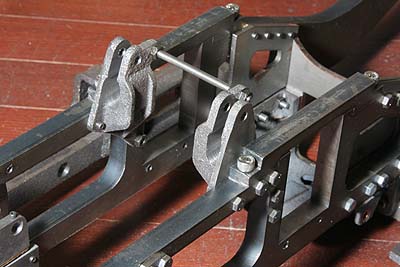
主台枠に取り付けた状態を裏から見たところ。補強のため、丸棒で左右が連結されている。実機に従った構造である。
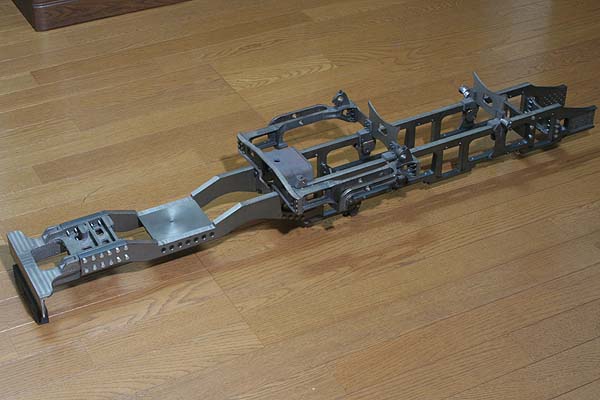
部品の取り付けを終えた主台枠の全体像。後台枠は、次の加工のために取り外されている。次回、後台枠に部品を追加して、やっと棒台枠全体の完成となる。